A mid-tier menswear brand in Chicago built its reputation on a single, hero product: the perfect, deep-navy button-down shirt. It was their number one SKU, year after year. A new sourcing manager joined the brand and, looking to cut costs, switched the production to a cheaper supplier who used a piece-dyed fabric instead of the original yarn-dyed specification. The first shipment looked perfect. The navy was deep and rich. The shirts sold through at the normal rate. Then, six weeks later, the returns began. Customers complained that the shirts were "fading unevenly," with "white lines appearing at the seams and collar after just a few washes." The brand's customer service inbox filled with photographs of shirts that looked five years old after two months of normal wear. The return rate on the core SKU spiked to 14%. The brand's star rating on their website dropped. The damage was not just the $38,000 in returned and liquidated inventory. The damage was the silent, permanent loss of trust from the customers who had built their wardrobe around that perfect navy shirt. The piece-dyed fabric was cheaper by $0.45 per yard. It cost the brand its hero product.
Shanghai Fumao's yarn-dyed shirts solve retail fading issues because the color is an intrinsic property of each individual yarn, locked into the fiber's core through a high-temperature, high-pressure dyeing process before the fabric is even woven, rather than being a surface coating applied to a finished, white fabric that will inevitably crack, peel, and wash away. Fading is not a single problem; it is a symptom of a fundamental choice in the textile manufacturing process. Piece-dyeing is a surface treatment. Yarn-dyeing is a structural integration. The difference is visible to the customer after the third wash, and the cost of that difference is measured in returned goods, damaged brand reputation, and lost customer lifetime value. Let me take you inside the yarn-dyeing process, show you exactly how it differs from piece-dyeing at the fiber level, and explain how our specific yarn-dyeing specifications deliver a shirt whose color is as permanent as the fabric itself.
What Is the Difference Between Yarn-Dyed and Piece-Dyed Fabric?
The difference between a shirt that fades and a shirt that doesn't is not the quality of the dye. It is the point in the manufacturing process at which the dye is applied. This single, technical choice determines the entire colorfastness performance of the garment for its entire usable life. The customer sees the result; the factory engineer sees the process. A piece-dyed shirt is a white shirt that has been painted. A yarn-dyed shirt is a shirt woven from threads that are colored to their core.
The terminology itself describes the manufacturing sequence. In piece-dyeing, the piece of fabric—the woven, finished, bleached white textile—is submerged in a dye bath after it comes off the loom. The dye is absorbed into the fabric from the outside, penetrating the fibers to varying degrees depending on the dye chemistry, the temperature, and the time. In yarn-dyeing, the individual yarns are dyed in a separate, intensive process before they ever reach the loom. The colored yarns are then woven together to create the fabric. The color is not a finish applied to the fabric; the color is the raw material of the fabric itself. This fundamental difference in manufacturing sequence creates a fundamental difference in color permanence.

Why Does Piece-Dyed Fabric Lose Color at the Crease Points First?
A piece-dyed fabric is a white fabric with a colored surface layer. The dye has penetrated the outer layer of the fiber, but it may not have fully penetrated to the core, particularly in tightly twisted yarns, densely woven constructions, and with certain dye classes that have limited penetration capability. The core of the fiber, and the core of the yarn, remains white or a lighter shade. This undyed core is the hidden, structural weakness that causes premature fading at crease points.
The collar, the cuffs, the elbow, and the side seams of a shirt are high-flex areas. With every wear and every wash, the fabric at these points is repeatedly folded, compressed, and abraded. This mechanical stress causes microscopic fractures in the thin, dyed surface layer of the fiber. The fractures expose the white, undyed core. To the customer, this appears as a white line or a lighter, faded area precisely at the crease point. The color is not washing out uniformly; it is cracking and flaking off at the points of highest mechanical stress. This is the characteristic failure mode of a piece-dyed garment. The collar points and the button placket edges, where the fabric is folded and ironed sharply, are the first places to show the white lines of a failed, superficial dye process. The customer interprets these white lines as a low-quality, worn-out shirt, and they are correct.
How Does Yarn-Dyeing Lock the Pigment Inside the Fiber Core?
In yarn-dyeing, the individual yarn is dyed in a loose, relaxed, highly permeable state, before it is twisted, sized, and woven. The dye bath has full, unobstructed access to every single fiber filament. The dyeing process uses high temperature, high pressure, and extended dwell times that are impossible to achieve with a finished, woven piece of fabric without damaging the fabric structure. The dye molecules are driven deep into the amorphous regions of the fiber, saturating the entire cross-section.
When the yarn is dyed, the color becomes an intrinsic, structural property of the fiber itself. A cross-section of a properly yarn-dyed cotton fiber, viewed under a microscope, shows a uniform, solid color from the surface to the very center. There is no white, undyed core. There is no colored surface layer to crack and flake off. When the fabric is creased, folded, or abraded, the color remains because the color is the fiber. There is no white core to be exposed. The mechanical stress of wearing and washing is distributed through a solid, colored structure, not a fragile, painted surface. This is the fundamental material science difference between a shirt that fades and a shirt that endures. The yarn-dyed shirt does not lose its color because its color is not a coating; it is a physical property of its constituent material.
How Does Fumao's Yarn-Dyeing Process Exceed AATCC Colorfastness Standards?
A verbal claim of "fade-resistant" is marketing. An AATCC colorfastness test report is an objective, measurable, and certifiable material property. The American Association of Textile Chemists and Colorists publishes the globally recognized standards for textile colorfastness. These standards define the exact test methods, the exact equipment, and the exact grading scales that are used to measure a fabric's resistance to fading under specific conditions: laundering, light, perspiration, and crocking, which is rubbing. A shirt that is sold with a "fade-resistant" claim must have the independent laboratory data to back it up.
Our yarn-dyed shirting fabrics are not simply tested once and then claimed to be colorfast. Every new dye lot is subjected to a full suite of AATCC colorfastness tests, performed by our in-house laboratory and verified by an independent, ISO 17025-accredited third-party laboratory such as SGS. We test to the specific AATCC standards that are most relevant to a woven shirt's real-world use: AATCC 61 for laundering colorfastness, AATCC 16 for lightfastness, AATCC 15 for perspiration colorfastness, and AATCC 8 for crocking colorfastness. The results are measured against the standard AATCC grey scale, which grades color change and staining from Grade 1, which is severe failure, to Grade 5, which is no change. Our standard is a minimum Grade 4.0 on all tests, and we consistently achieve Grade 4.5 on the critical laundering and crocking tests.
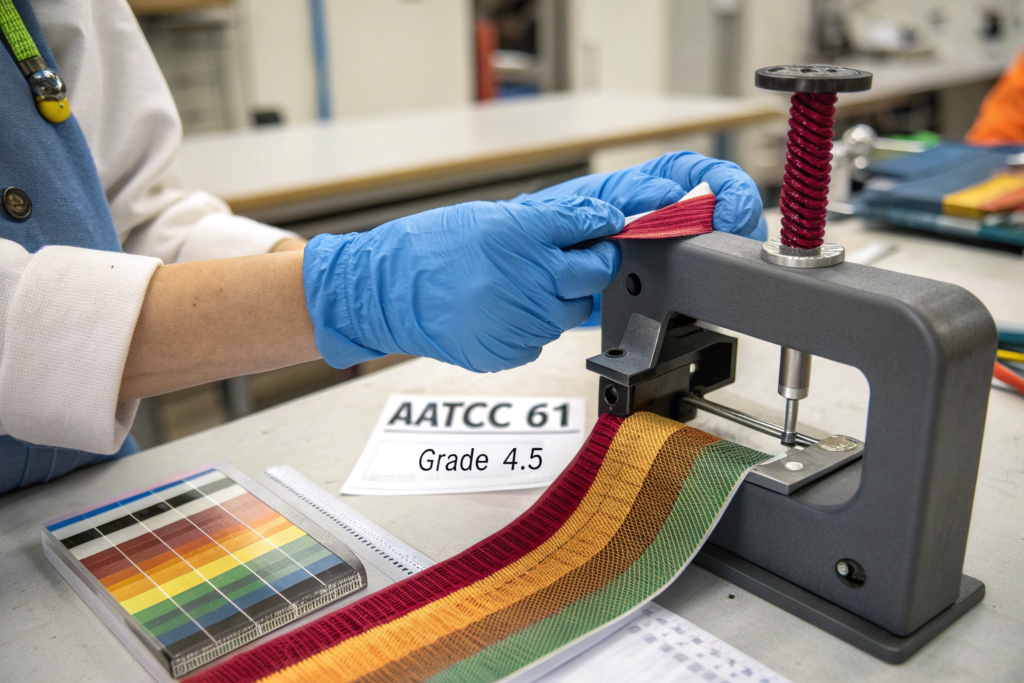
What Is an AATCC 61 2A Wash Test and a Grade 4.5 Result?
AATCC 61 is the accelerated laundering colorfastness test. Test method 2A is the specific protocol for simulating five home launderings at a moderate temperature. The test is brutally accelerated. A fabric specimen is placed in a sealed stainless steel canister with a standardized detergent solution, a specific number of steel balls for mechanical abrasion, and a multi-fiber test swatch. The canister is heated to 49 degrees Celsius and mechanically rotated for 45 minutes. This 45-minute laboratory test simulates the color loss and staining that would occur over five complete home wash-and-dry cycles.
After the test, the fabric specimen is compared to the original, unwashed fabric under standardized lighting. The change in color is graded against the AATCC grey scale, which is a set of standard color chips representing precise, measured color differences. A Grade 4.5 result means that the color change is virtually undetectable to the trained eye, a barely perceptible shift that would be invisible to a consumer. The staining on the multi-fiber test swatch is also graded, and a Grade 4.5 means that any staining is negligible. This is the highest practical performance level for a commercially dyed cotton shirting. It means the shirt's color will remain stable and true through dozens of real-world home launderings. The AATCC 61 Grade 4.5 test report is your objective, third-party-validated proof that the fabric will not fade, bleed, or stain other garments in the wash.
How Do We Test for Crocking and Lightfastness to Prevent Store Returns?
Crocking is the transfer of color from the fabric to another surface by rubbing. A shirt that crocks will leave blue dye on a customer's white undershirt, on their car seat, or on a light-colored sofa. This is a visible, embarrassing quality failure that generates an immediate, angry return. Lightfastness is the resistance of the color to fading when exposed to light, particularly the ultraviolet component of sunlight. A shirt displayed in a brightly lit retail store window, or worn outside on a sunny day, can fade visibly if the lightfastness is poor. A faded store display shirt is an unsellable piece of inventory.
We test crocking according to AATCC 8, the standard crockmeter test. A white cotton cloth is rubbed against the fabric specimen under a controlled pressure for a specified number of cycles. The amount of color transferred to the white cloth is graded against the grey scale. We require a minimum dry crocking grade of 4.0 and a wet crocking grade of 3.5. We test lightfastness according to AATCC 16, which exposes the fabric to a controlled, accelerated xenon arc light source that simulates natural sunlight. The fabric's color change after a specified exposure, typically 20 AATCC fading units, is graded against the grey scale. We require a minimum lightfastness grade of 4.0. These tests are not academic exercises; they are direct simulations of the exact conditions that cause a customer to return a faded, color-transferred shirt. A passing grade on these tests is a prediction of a low return rate.
What Design Advantages Do Yarn-Dyed Patterns Offer a Brand?
The choice between piece-dyeing and yarn-dyeing is not just a quality decision; it is a design decision that fundamentally expands or limits a brand's creative vocabulary. A piece-dyed fabric is a solid color. It can be a beautiful, rich, well-penetrated solid color if done correctly, but it is a single, flat color. A yarn-dyed fabric opens up an entire universe of patterns, textures, and visual depths that are physically impossible to achieve with a piece-dyeing process.
The patterns that define classic, premium menswear and womenswear—gingham, tattersall, end-on-end, chambray, fil-a-fil, and complex jacquards—are all, without exception, yarn-dyed constructions. These patterns are not printed on the surface of the fabric. They are woven into the structure of the fabric itself, using different colored yarns in the warp and the weft. The pattern is the fabric. A piece-dyed gingham does not exist. A printed gingham is a cheap imitation, a picture of a gingham printed on a white cloth, and it fades, cracks, and looks like a photograph of a shirt rather than a shirt. A yarn-dyed gingham is a three-dimensional textile structure, and its pattern will never wash off, crack, or fade because the pattern is not on the fabric; it is the fabric.

Why Does a Gingham Pattern Demand a Yarn-Dyed Construction?
A gingham is a specific, balanced, two-color checked pattern. It is created by weaving alternating bands of a colored yarn and a white yarn in both the warp and the weft. The check is a structural feature of the weave. Where two colored yarns intersect, you see a solid, dark square. Where two white yarns intersect, you see a white square. Where a colored yarn crosses a white yarn, you see a mid-tone, blended square.
This structure cannot be achieved by piece-dyeing a white fabric. It cannot be achieved with a long-lasting, crack-resistant quality by printing. A printed gingham is a surface image. The first crease in the fabric creates a white line. The first wash fades the printed ink. The printed gingham is a disposable, fast-fashion imitation of a permanent, structural textile. A yarn-dyed gingham is a piece of textile engineering that dates back centuries. Its pattern is permanent, and its color is locked inside the yarns. The two sides of the fabric are equally clear, because the colored yarn is the same on the face and the back. A printed gingham has a face side with a pattern and a back side that is pale and washed out. The difference is immediately visible to a quality-conscious customer, and it is the difference between a $45 shirt and a $145 shirt.
How Does an End-on-End Weave Create a "Living Color" That Never Fades?
End-on-end is a classic, premium shirting weave that alternates a single colored warp yarn with a single white warp yarn, woven with a solid white or lightly colored weft yarn. The resulting fabric appears from a distance to be a solid, pastel shade. Up close, it has a subtle, heathered, shimmering texture, a depth and a life that a solid, piece-dyed fabric cannot replicate. The fabric seems to shift color slightly as it moves, because the eye is blending the colored and white yarns in real-time.
The "living color" effect is a direct result of the yarn-dyed construction. The colored yarn is a saturated, deep color. The white yarn is a pure white. The fabric's overall color is an optical blend created in the viewer's eye, not a physical, mixed pigment applied to the surface. Because the colored yarn is dyed to its core, it will never fade. Because the white yarn is intrinsically white, it will never yellow unevenly. The optical blend remains constant for the life of the shirt. The end-on-end shirt will not develop a washed-out, faded appearance because its color is not a single, uniform pigment that can be depleted. It is a physical structure of two permanent, unchanging elements: a deep, dyed yarn and a pure, white yarn. This structural color is the secret to the enduring, elegant appearance of a premium dress shirt, and it is available only through yarn-dyeing.
Conclusion
Fading is not a minor annoyance; it is a material failure that destroys a brand's hero product and sends loyal customers searching for a replacement. The root cause is a single, avoidable manufacturing choice: piece-dyeing a finished white fabric instead of yarn-dyeing the individual threads before weaving. A piece-dyed shirt is painted on the surface, and that paint cracks, peels, and washes away at the collar, cuffs, and creases, exposing the white, undyed fiber core. A yarn-dyed shirt from Shanghai Fumao is woven from yarns that are saturated with color to their very center, creating a fabric whose color is an intrinsic, structural property that cannot be cracked, peeled, or abraded away. This is validated by independent AATCC 61 2A wash tests that consistently achieve a Grade 4.5 colorfastness rating, and by AATCC 8 crocking and AATCC 16 lightfastness tests that predict a low return rate in the real world. Beyond durability, yarn-dyeing is the gateway to the classic patterns—gingham, end-on-end, and tattersall—that define premium menswear and womenswear, creating structural colors and patterns that are as permanent as the fabric itself.
At Shanghai Fumao, a yarn-dyed shirt is not a premium upgrade; it is the standard construction for our woven shirting program. We build shirts from the yarn up, because a brand's reputation is woven into the very fibers of its hero product.
If you are a U.S. brand owner ready to build a woven shirting program on a foundation of certified, yarn-dyed colorfastness, we can send you a sample shirt, a set of our yarn-dyed fabric swatches, and the full, independent AATCC test reports for your review. Contact our Business Director, Elaine, at elaine@fumaoclothing.com. Tell her you want the yarn-dyed shirting quality package. Let's build a shirt whose color is not a temporary surface treatment, but a permanent, structural truth.