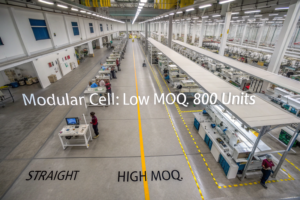
A distributor from Seattle called me in frustration three months ago. He had developed a beautiful men's casual jacket with custom details and a unique wash. He had found two factories on Alibaba that both claimed to specialize in men's outerwear. Both had similar certifications. Both had positive reviews. But one quoted a minimum order quantity of 800 units per style. The other quoted 150 units. He could not understand the discrepancy. He assumed the higher MOQ factory was simply being greedy or inflexible. The reality, which I explained to him, was that the two factories had fundamentally different production line configurations. The MOQ was not a negotiation tactic. It was a physical constraint of the factory's machinery and workflow.
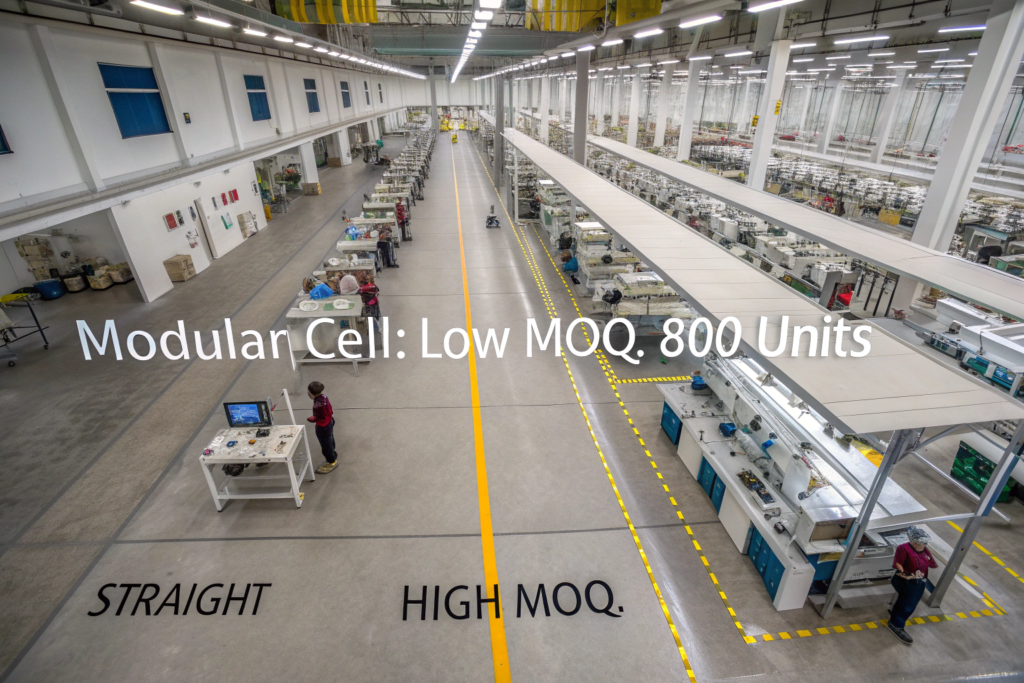
A factory's production line configuration directly determines its minimum order quantity because different line types have different fixed setup costs and different efficiencies at different volumes. A traditional straight-line or progressive bundle system, designed for high-volume, low-variety production, requires a large batch to amortize the lengthy setup and line-balancing time. The MOQ for a straight line is typically 500 to 1,200 units per style. A modular or cellular production system, designed for flexibility and quick changeovers, can operate profitably on much smaller batches. The MOQ for a modular line can be as low as 100 to 200 units per style. The MOQ is not an arbitrary number chosen by the factory owner. It is a mathematical consequence of the production line's engineering.
Understanding this relationship transforms the distributor's sourcing conversation. Instead of asking a factory, "What is your MOQ?" and accepting the answer as fixed, the distributor can ask, "What is your line configuration, and what batch size does it require to be efficient?" The second question reveals the physics behind the number. It separates factories that genuinely cannot run small batches from factories that simply prefer not to. At Shanghai Fumao, our five production lines include both modular cells and traditional lines, allowing us to offer different MOQs for different product types. Let me explain exactly how line configuration shapes your minimum order quantity.
Why Do Traditional Straight Lines Demand Higher Minimum Order Quantities?
The traditional straight line, also called a progressive bundle system, is the dominant production configuration in the global garment industry. It evolved from the assembly lines of automotive manufacturing. The work is broken down into a sequence of small, simple operations. One operator sews the shoulder seams. The next attaches the collar. The next sets the sleeves. Each operator performs a single, repetitive task. The partially finished garments are bundled together and moved from one station to the next in large batches.
Traditional straight lines demand higher MOQs because the setup and line-balancing process is time-consuming and costly, and that fixed cost must be amortized over a large number of units to achieve an acceptable cost per unit. Setting up a straight line for a new style involves loading the correct stitch programs onto each machine, installing the correct presser feet and folder attachments, training each of the 20 to 30 operators on their specific operation, and then balancing the line so that each station takes approximately the same amount of time. This setup can take a full day or more. The cost of that lost production time is fixed, regardless of whether the line then produces 200 units or 2,000 units. To make the per-unit cost competitive, the production run must be long.
The straight line also requires a large volume of work-in-progress between stations to keep the line flowing smoothly. If one station runs slightly faster than the next, a buffer of partially finished garments builds up between them. These buffers are inventory. They tie up fabric and labor. A short production run does not provide enough volume to fill these buffers, and the line runs choppily, with some operators idle while others are overwhelmed.

How Does the "Line Balancing" Process Create a Cost Barrier for Small Orders?
Line balancing is the process of allocating work across the operators on a straight line so that each operator's task takes approximately the same amount of time. If one operator's task takes 60 seconds and the next operator's task takes 90 seconds, the second operator becomes a bottleneck. The first operator is underutilized. Garments pile up in front of the bottleneck operator. The line's output is limited by the slowest station.
Achieving a balanced line for a new style requires an experienced industrial engineer to observe the line, time each operation, and adjust the allocation of tasks, moving a small sub-operation from the bottleneck station to a faster station upstream or downstream. This process takes time, often several hours of running the line with the new style before the balance is optimized.
For a large order of 1,000 units, the line balancing time is a small percentage of the total production time. If the line takes four hours to balance and then runs for forty hours, the balancing cost is 10% of the production time. For a small order of 150 units, the line might take four hours to balance and then run for only six hours. The balancing cost is 40% of the production time. The per-unit cost of the small order is significantly higher because the balancing cost is amortized over so few units.
This is why a straight-line factory quotes a high MOQ. They are not being difficult. The economics of their production system require a large batch to absorb the line balancing cost. A factory owner who accepts a 150-unit order on a straight line is likely losing money on that order, or is producing it at a quality level that reflects the unbuffered, unbalanced production.
What Are the Typical MOQ Ranges for a Straight Line Versus a Modular Line?
The MOQ ranges reflect the underlying economics of the two line types. These are industry-typical ranges. Individual factories may vary based on their specific equipment, workforce skills, and product specialization.
A traditional straight line, producing standard woven or knit garments, typically requires a minimum order of 500 to 800 units per style. For more complex garments, tailored jackets, coats, the minimum may be 800 to 1,200 units. The line is designed for efficiency at high volumes. Below these volumes, the setup and balancing costs make the per-unit price uncompetitive.
A modular or cellular production line can operate profitably on much smaller batches. A modular line producing standard garments typically has a minimum of 150 to 300 units per style. For complex garments, the minimum may be 200 to 400 units. The modular line's quick setup and cross-trained operators allow it to switch between styles with minimal lost production time.
The MOQ difference is not marginal. It is a factor of three to five. A distributor who needs 200 units of a style cannot work with a straight-line factory, regardless of how good the factory's quality is or how attractive the price is for 1,000 units. The line configuration is a hard constraint.
We operate both configurations. Our straight lines serve clients with established, high-volume products. Our modular lines serve clients who are testing new styles, launching capsule collections, or operating in the DTC model with smaller, more frequent orders. The client's business model determines which line configuration is appropriate.
How Do Modular Production Cells Make Low-Volume Customization Profitable?
The modular production cell, sometimes called a team sewing cell or a Toyota Sewing System cell, is a fundamentally different approach to garment assembly. Instead of breaking the work into dozens of tiny, single-operation tasks spread across a long line, the modular cell groups a small team of cross-trained operators who collectively build the entire garment. The cell is typically U-shaped, with 5 to 8 operators working in close proximity.
Modular production cells make low-volume customization profitable by minimizing the setup time between styles, reducing the work-in-progress inventory to near zero, and leveraging the cross-trained flexibility of the operators. When a modular cell switches from Style A to Style B, the changeover takes minutes, not hours. The operators adjust their own machines. They have sewn Style B before and remember the construction sequence. The cell does not need to be "balanced" by an industrial engineer. The operators self-balance, helping each other at bottleneck operations. The fixed cost of a style changeover is so low that small batches of 150 units are economically viable.
The modular cell also produces higher quality on small batches. Because a small team is responsible for the entire garment, each operator sees the garment multiple times during assembly. A mistake made at an early operation is visible to the operator at the next operation, who can flag it immediately. The inline quality control is intrinsic to the modular system.

How Does Cross-Training Operators Enable Rapid Style Changeovers?
Cross-training is the human foundation of the modular cell. In a traditional straight line, each operator is a specialist in one operation. They set sleeves, and only set sleeves, for years. Their speed and precision on that one task are exceptional. But they cannot do any other task. If the line needs to switch to a style with a different sleeve construction, the specialist must be retrained, which takes time.
In a modular cell, each operator is trained on multiple operations. An operator can sew a collar, set a sleeve, attach a waistband, and do final pressing. They may not be as blindingly fast on any single operation as a straight-line specialist, but their flexibility allows the cell to adapt quickly. When the cell switches to a new style, the operators do not need to be retrained on basic operations. They already know them. They only need to learn the specific construction sequence and any unique details of the new style.
The cross-trained operators also self-balance. If the collar attachment operation is taking longer than the sleeve setting operation on a particular style, the operator who finishes the sleeves can move over and help with collars. The cell dynamically rebalances itself without the intervention of an industrial engineer. This self-balancing capability is what enables the rapid style changeovers.
Our modular cell operators are cross-trained on a minimum of four core operations. The training is a continuous investment. Each operator spends time in training each month, learning new skills and refreshing existing ones. The cross-training is a cost, but it is a cost that enables the flexibility our low-MOQ clients depend on.
What Is "Single-Piece Flow" and How Does It Reduce the Capital at Risk in a Small Batch?
Single-piece flow is the material handling philosophy of the modular cell. In a traditional straight line, garments move through the line in bundles of 10, 20, or 50 units. A bundle of cut pieces enters the first station. The operator sews all the shoulder seams in the bundle. The entire bundle then moves to the next station. At any given time, there are hundreds of partially finished garments sitting in bundles between stations. This is work-in-progress inventory. It represents fabric and labor that have been invested but cannot yet be sold.
In a modular cell using single-piece flow, only one garment is passed between operators at a time. The operator sews the shoulder seams on one garment and immediately passes it to the next operator. There is no bundle. There is almost no work-in-progress inventory between stations. The total work-in-progress in the cell at any moment is equal to the number of operators in the cell, perhaps 6 to 8 garments.
For a small batch of 150 units, the capital tied up in work-in-progress is dramatically lower in a modular cell than in a straight line. The straight line might have 300 garments in process at any time, requiring a batch size large enough to fill the pipeline. The modular cell has 8 garments in process. The batch can be as small as the client needs, and the financial risk is contained.
Single-piece flow also enables faster throughput. The time from the first cut piece entering the cell to the first finished garment exiting the cell is measured in minutes, not hours or days. For a client who needs a fast turnaround on a small reorder, the modular cell's speed is a critical advantage.
How Can a Brand Assess a Factory's True Flexibility Beyond the Stated MOQ?
A factory's stated MOQ is a starting point for a conversation, not necessarily a fixed truth. Some factories advertise a high MOQ because their primary business is large-volume orders and they want to filter out small-order inquiries. They may have the capability to run smaller batches, but they choose not to. Other factories advertise a low MOQ but achieve it by grouping many small orders onto a single line, which can lead to quality inconsistencies and delivery delays if the grouping is poorly managed.
A brand owner can assess a factory's true flexibility beyond the stated MOQ by observing three things during a factory visit or a live video tour. First, observe the average batch size on the production floor. If every line is running a single style with large bundles, the factory is optimized for high volume. If you see multiple styles running simultaneously on different cells, with small bundles, the factory genuinely handles small batches. Second, ask to see a style changeover. How long does it take the line to switch from one style to the next? Third, talk to the production manager about their approach to grouping small orders. A factory that carefully groups compatible styles, similar fabrics and construction, can offer low MOQs without sacrificing quality. A factory that throws any small order onto any available line will produce inconsistent results.
The brand owner who relies only on the stated MOQ is making a decision based on a marketing claim. The brand owner who observes the production floor is making a decision based on operational evidence. The two may not align.

What Should You Look for in a Factory Walkthrough to Verify Small-Batch Capability?
A factory walkthrough, whether in person or via a live video call where you direct the camera operator, reveals the reality of the factory's production model.
Look at the cutting room. A factory optimized for large batches will have long, manually spread cutting tables with high plies, 50 or 100 layers of fabric being cut at once. A factory capable of small batches will have shorter cutting tables or, ideally, an automated single-ply or low-ply cutter that can cut one or a few layers at a time with no setup penalty.
Look at the sewing floor. Count the number of styles visibly running. A factory with only one or two styles across the entire floor is a high-volume, low-variety factory. A factory with five or six different styles visible, each on a different modular cell, is a genuine small-batch factory. Notice the size of the bundles between stations. Large piles of cut pieces indicate batch production. Small handfuls, or single garments being passed hand-to-hand, indicate single-piece flow.
Look at the finished goods area. Are the cartons all for the same brand and style, or are there multiple brands and styles represented? A diverse mix of finished goods indicates a factory serving multiple clients with different products, a sign of flexibility.
Ask the factory owner to show you their production schedule for the current week. A schedule with long, uninterrupted blocks for a single client indicates high-volume focus. A schedule with multiple, shorter blocks for different clients indicates a flexible, multi-client model.
A brand owner visited our factory and asked to see a style changeover. We happened to have a modular cell finishing a batch of women's blouses and preparing to switch to men's shirts. She watched the cell leader spend 15 minutes adjusting the machines, reviewing the new spec with the operators, and running the first piece. The cell was producing quality shirts within 30 minutes of the last blouse. The factory tour had verified our small-batch capability more convincingly than any MOQ number on a website.
How Can You Use a "Trial Order" to Test Both Quality and Agility Simultaneously?
A trial order is the ultimate test of a factory's flexibility. The brand owner places an order that is deliberately at the low end of the factory's stated MOQ range, or slightly below it, and observes how the factory performs.
The trial order should include at least two different styles, ideally with some complexity, to test the factory's ability to handle variety. The order quantity per style should be small enough to be a genuine test of small-batch capability, perhaps 150 to 200 units. The order should be placed during a period when the factory is reasonably busy, not during a seasonal lull, to test how the factory integrates a small order into an active production schedule.
Observe the factory's response. A factory that is genuinely capable of small batches will accept the order without excessive price premiums or long lead time excuses. The per-unit price will be higher than for a large batch, but not punitively so. A factory that is not genuinely flexible will quote a very high price, a very long lead time, or will try to persuade the brand owner to increase the quantity.
Evaluate the quality of the trial order. A factory running a small batch on a line designed for large batches will often have quality issues because the line is not balanced for that volume. The stitching may be inconsistent. The measurements may vary. A factory running a small batch on a modular cell will produce quality consistent with their standard, because the modular cell is designed for that volume.
A distributor client tested two factories with a trial order of 180 units each of a men's casual shirt. Factory A, a straight-line factory, quoted a 30% price premium and an 8-week lead time. The delivered shirts had inconsistent collar points. Factory B, our modular cell, quoted a 12% price premium and a 5-week lead time. The delivered shirts were consistent with the approved sample. The trial order revealed which factory was genuinely capable of handling his small-batch business.
What Operational Changes Can You Suggest to a Factory to Lower Your MOQ?
The MOQ is not always an absolute constraint. In some cases, the brand owner can suggest operational changes to the factory that reduce the effective MOQ without requiring the factory to fundamentally restructure their production system. The factory may not have considered these options, or may not have been motivated to explore them until a valued client requested them.
Operational changes a brand owner can suggest to lower the effective MOQ include utilizing the factory's greige fabric bank to eliminate the fabric mill's MOQ, grouping the order with another compatible order from a different client to meet the production line's minimum batch size, simplifying the garment design to reduce the number of specialized operations and setup steps, or paying a slightly higher per-unit price to compensate the factory for the lower efficiency of a small batch on a modular line. The conversation should be framed as a collaborative problem-solving exercise, not as a demand for a concession. The brand owner who approaches the factory with a specific, well-thought-out proposal is more likely to receive a positive response than the brand owner who simply asks for a lower number.
The most effective suggestion is the one that addresses the root cause of the MOQ. If the MOQ is driven by the fabric mill's minimum, the greige bank or a fabric substitution is the solution. If the MOQ is driven by the production line's minimum batch size, order grouping or a modular line allocation is the solution. The brand owner should diagnose the constraint before proposing the solution.
How Can "Order Grouping" with Another Brand's Production Reduce Your Individual Commitment?
Order grouping is the practice of combining two or more small orders from different brands onto a single production line run. The total combined volume meets the line's minimum batch size. Each brand's individual commitment is a fraction of the total.
The factory's merchandising team identifies compatible orders. The orders must use the same base fabric, or at least fabrics that do not require a complete machine recalibration between batches. The garment construction must be similar enough that the line changeover time is manageable. The delivery timelines must be aligned.
The brands do not need to interact with each other. The factory manages the grouping and ensures each brand's production is kept separate. The brand benefits from the lower MOQ without any coordination burden. The factory benefits from being able to accept business from small brands that would otherwise be below their minimum.
The brand owner can proactively suggest order grouping to the factory. "I only need 200 units of this style. I understand that is below your typical minimum. Do you have any other clients with a compatible order that could be grouped with mine to reach your minimum batch size? I am flexible on the exact production date within a two-week window." This proposal demonstrates the brand owner's understanding of the factory's economics and their willingness to collaborate on a solution.
A distributor client needed 180 units of a women's linen blouse. Our standard minimum for that product type on a modular line was 200 units. Rather than ask him to increase his order, we grouped his 180 units with a 120-unit order from another brand that used a similar linen fabric. The combined 300 units met the line's efficiency threshold. Both brands received their orders on time, at a reasonable price. The grouping was invisible to both of them.
What Is the "Cost-Per-Minute" Conversation and How Can It Justify a Lower Quantity?
The cost-per-minute conversation is a transparent discussion of the factory's production economics. Instead of the brand owner asking for a lower price, and the factory owner resisting, both parties look at the actual cost of producing the small batch and agree on a fair price that covers the factory's costs and provides a reasonable margin.
The brand owner asks the factory, "I understand this small batch is less efficient for your line. Can you help me understand the cost difference? What is the cost per minute of your line time? How many extra setup minutes does my small batch require? What is the lost production time? If I cover those costs, can we make the small batch work?"
This conversation reframes the negotiation from a price dispute to a cost analysis. The factory owner is not being asked to lose money. They are being asked to be transparent about their costs and to accept the small batch at a price that is fair to both parties. The factory owner is more likely to agree to this approach than to a simple demand for a lower MOQ and a lower price.
The outcome is usually a slightly higher per-unit price for the small batch, reflecting the lower efficiency. The brand owner accepts this premium because the alternative, ordering 800 units and risking dead inventory, is far more expensive. The premium for a small batch is typically 10% to 25%. The cost of over-ordering and liquidating dead stock is 50% or more.
A brand owner had this conversation with us for a 120-unit order of a complex jacket. We showed him the line time calculation. The small batch would take 12 hours of line time, including 3 hours of setup. The per-minute cost of the modular line was approximately $1.50. The setup cost allocated to the batch was $270. The total production cost was transparent. We agreed on a price that covered our costs plus a standard margin. The brand owner paid a 18% per-unit premium compared to a 600-unit order. He told me, "I would rather pay an extra $4 per jacket than have 480 jackets I cannot sell." The transparent cost conversation built trust and enabled the small batch.
Conclusion
The minimum order quantity is not an arbitrary number invented by factory owners to frustrate small brands. It is a physical consequence of the factory's production line configuration. A straight, progressive bundle line, with its long setup times, high work-in-progress inventory requirements, and specialized operators, is a machine designed for high-volume, low-variety production. It demands a large MOQ because its fixed costs are high and must be amortized over many units. A modular, cellular production line, with its quick changeovers, near-zero work-in-progress, and cross-trained operators, is a machine designed for flexibility. It can operate profitably on much smaller batches.
We have seen how the line balancing process creates a cost barrier for small orders on a straight line, how single-piece flow in a modular cell reduces the capital at risk in a small batch, and how cross-training enables the rapid style changeovers that make low MOQs economically viable. We have explored how a brand owner can assess a factory's true flexibility by observing the production floor, not just reading the website, and how a trial order is the ultimate test of both quality and agility.
And we have discussed the collaborative strategies, order grouping, the greige bank, the cost-per-minute conversation, that a brand owner can use to work with a factory to reduce the effective MOQ. The MOQ is a constraint, but it is a constraint that can be understood, navigated, and often relaxed through creative partnership.
At Shanghai Fumao, we have invested in both straight line and modular line configurations precisely because we serve a diverse range of clients. Our straight lines deliver cost efficiency for our high-volume brand partners. Our modular cells deliver flexibility and low MOQs for our emerging brand, DTC, and capsule collection clients. We are transparent about our line configurations and the MOQ implications because we want our clients to understand the economics of their orders.
If you are developing a collection and are constrained by MOQs that seem too high, or if you want to understand which of your styles would benefit from a modular versus a straight line production approach, I invite you to contact our Business Director, Elaine. She can explain our line configurations, provide MOQ guidance for your specific product types, and explore options like order grouping or modular line allocation to meet your needs. Reach Elaine at elaine@fumaoclothing.com. Let's find the right production configuration for your brand's volume and vision.