A buyer from a major European fast fashion chain once told me, "We can have speed, or we can have quality. We can't have both. We have to choose." I disagreed with him then, and I disagree with him now. That binary choice, speed versus quality, is a false one. It is an excuse used by factories that have not invested in the systems required to deliver both. The real challenge is not choosing between speed and quality. The real challenge is building a production system where speed and quality reinforce each other, where the processes that make the factory fast are the same processes that make the quality consistent.
Shanghai Fumao reconciles fast fashion speed with premium quality standards by integrating quality assurance into the production flow rather than treating it as a separate inspection gate at the end. We use real-time inline quality control checkpoints on every production line, digital pattern making and automated cutting that eliminate human error at the speed-critical early stages, and a modular line system that allows us to scale capacity up or down without disrupting quality consistency. Speed is achieved through process engineering, not through operator pressure. Quality is achieved through system design, not through final inspection. The two are not trade-offs. They are outcomes of the same operational discipline.
The fashion industry has been trapped in a false dichotomy for too long. Fast fashion is associated with cheap, disposable quality. Premium quality is associated with slow, artisanal production. This association is based on the assumption that quality requires time. But quality does not require time. Quality requires precision, consistency, and error prevention. A process that is precise, consistent, and error-free is naturally fast because it has no rework, no delays, no corrections. The fastest production line is the one that makes every garment correctly the first time. At Shanghai Fumao, we have spent years engineering our production system so that "correctly" and "quickly" are not in opposition. Let me show you how.
How Does Inline Inspection Catch Defects Without Slowing the Sewing Line?
The traditional quality control model is the final inspection. The garment is sewn, finished, pressed, and then inspected at the end of the line. If a defect is found, the garment is sent back for rework. The rework disrupts the finishing flow. The defect, if it originated early in the sewing process, may be replicated across dozens or hundreds of units before it is caught. The final inspection model is slow because it allows errors to multiply. It is the enemy of both speed and quality.
Inline inspection catches defects at the point of creation, not at the end of the line. Quality checkpoints are positioned at critical operations along the sewing line, after the collar is attached, after the sleeve is set, after the zipper is inserted. The inline inspector checks the garment immediately after the operation is completed. If a defect is found, it is corrected on the spot, before the garment moves to the next station. The defect does not multiply. The line does not stop. The speed of the line is protected because errors are eliminated at their source, and the quality is protected because no defective work progresses further.
The inline inspection model is borrowed from lean manufacturing principles developed in the automotive industry. Toyota's famous "andon cord" allows any worker to stop the line if they spot a defect. Our inline inspection system is a textile adaptation of this principle, with dedicated inspectors at critical points rather than relying on every operator to self-inspect.

What Are the Three Non-Negotiable Inline Checkpoints for a Structured Blazer?
A structured blazer is one of the most complex garments to manufacture. It involves multiple layers of fabric, interlining, canvas, and lining, each requiring precise alignment and stitching. Three inline checkpoints are critical to ensuring the blazer meets premium quality standards.
The first checkpoint is after the canvas fusing and chest piece attachment. The inspector checks that the fusible interlining is bonded correctly without bubbling or delamination. They check that the canvas chest piece is positioned correctly and that the edge is stitched smoothly. A defect at this stage affects the entire structure of the blazer and is almost impossible to correct later.
The second checkpoint is after the collar and lapel attachment. The inspector checks the collar roll, the lapel roll line, and the symmetry of the left and right lapels. They check that the gorge line, where the collar meets the lapel, is clean and precise. The collar and lapel are the focal points of a blazer's aesthetic. A defect here is immediately visible to the consumer.
The third checkpoint is after the sleeve setting. The inspector checks that the sleeve is set smoothly into the armhole without puckers or gathers. They check the sleeve pitch, the angle at which the sleeve hangs, to ensure it is correct for the intended fit. They check the shoulder pad placement and the sleeve head fullness. A poorly set sleeve ruins the blazer's silhouette and comfort.
At each checkpoint, the inspector uses a digital tablet with the approved sample photos and the measurement specifications. They compare the in-process garment to the standard. They mark any deviation. The operator corrects the issue immediately. The garment is not passed to the next station until the checkpoint is cleared.
How Does a Digital QC Tablet Replace Paper Checklists for Real-Time Defect Tracking?
A paper checklist is a historical record. The inspector fills it out. It goes into a file. The production manager might review it at the end of the day or the end of the week. By the time a defect pattern is identified, dozens or hundreds of defective units have already been produced. The paper checklist is a lagging indicator.
A digital QC tablet connected to the factory's production network is a real-time system. When the inline inspector logs a defect, the data is immediately visible to the production manager, the QC manager, and the line supervisor. The system can be programmed to trigger alerts if a specific defect type exceeds a threshold frequency. If three consecutive garments show the same collar defect, the system alerts the supervisor's tablet. The supervisor can intervene immediately, identify the root cause, a machine setting, an operator technique, and correct it before more units are affected.
The digital system also enables data analysis across orders, lines, and time periods. The factory can analyze defect data to identify recurring issues, specific operations that consistently generate defects, or specific operators who may need additional training. The data drives continuous improvement. The paper checklist drives a filing cabinet.
We implemented digital QC tablets on all five of our production lines three years ago. The impact on our defect rate and our rework time was immediate and significant. Our internal defect rate, the percentage of units requiring any rework at any stage, dropped from approximately 12% to under 4%. Our on-time delivery rate improved because less production time was lost to rework. The digital system made us both faster and better.
Can Modular Production Lines Truly Handle Both Urgent Trend Pieces and Complex Classics?
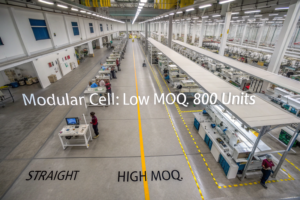
The factory that can only do one thing well, fast fashion basics or premium classics, is a fragile factory. It is vulnerable to shifts in the market. The factory that can do both is resilient. It can serve fast fashion clients during their peak seasons and premium clients during theirs. The key to this versatility is the modular production line, a concept we have discussed in previous articles but which is central to understanding how we reconcile speed and quality.
Modular production lines can handle both urgent trend pieces and complex classics because the line is not a fixed, dedicated entity. It is a flexible cell of cross-trained operators and mobile machinery that can be reconfigured for different garment types. For a fast fashion trend piece, a simple dress with a single fabric and minimal trims, the line is configured for maximum speed. The number of operations is minimized. The operators are arranged for a rapid, linear flow. For a complex classic, a structured jacket with multiple linings and interlinings, the line is reconfigured for precision. Additional specialized workstations are added. The pace is slightly slower. The inspection checkpoints are more frequent. The same operators, trained in both modes, execute both types of work to the required quality standard.
The modular line is not a compromise. It is not a "jack of all trades, master of none." It is a system designed for flexibility. The operators are masters of their core skills, stitching, seam finishing, pressing, and they apply those skills at the speed and precision level required by the specific garment. The system enables the factory to say "yes" to a wider range of orders without sacrificing quality on any of them.

How Are Operators Trained to "Switch Hats" Between High-Speed and High-Precision Modes?
The operator is the heart of the modular system. The same operator who sews a simple t-shirt side seam at high speed on Monday may sew a delicate silk blouse French seam at a slower, more deliberate pace on Tuesday. The operator must be able to switch between these modes without error. This ability is not innate. It is trained.
The training program begins with mastery of the machine. The operator must be able to adjust the machine settings, the stitch length, the thread tension, the presser foot pressure, for different fabric types and seam constructions. They must understand the relationship between the machine settings and the stitch quality on different materials.
The training then moves to garment construction. The operator learns the quality standards for different garment types and different brand levels. A fast fashion knit top has a different acceptable seam tolerance than a premium woven blouse. The operator is trained to recognize the standard required for each order and to self-inspect their work against that standard.
The training includes "mode switching" drills. The operator sews a batch of fast fashion pieces, then immediately switches to a batch of premium pieces. The trainer inspects the first few premium pieces to ensure the operator has successfully switched modes and is meeting the tighter tolerances. The operator receives immediate feedback. The switching skill is practiced until it becomes automatic.
This cross-training investment is significant. It takes time and resources. But it creates a workforce that is adaptable, engaged, and capable of executing the full range of the factory's order book. The operators are not bored by endless repetition of one task. They are challenged by variety. The variety keeps them sharp.
What Is the "Golden Sample" Lock-In and How Does It Anchor Quality Before a Rush?
The golden sample is the final approved pre-production sample, made in the actual bulk fabric with the actual trims. It represents the exact quality standard that the bulk production must replicate. Before a fast fashion rush order goes into production, the golden sample is "locked in" through a formal review process involving the production manager, the line supervisor, the QC inspector, and the brand's representative, either in person or via a detailed video review.
The lock-in meeting examines every detail of the golden sample. The stitching, the measurements, the trim attachment, the pressing. Any acceptable variations from the original spec, such as a minor fabric shade difference due to dye lot variation, are documented and approved. The golden sample is then placed in a transparent sealed bag and hung at the head of the production line.
Every operator on the line can see the golden sample. It is the physical reference standard. When an operator is unsure about a detail, they walk to the golden sample and check. The inline inspector compares the in-process garments to the golden sample, not to a memory or a digital photo. The physical presence of the standard on the line is a powerful quality anchor.
For rush orders, where speed pressure is high, the golden sample serves as a calming, fixed reference. The operators know that no matter how fast they must work, the standard does not change. The quality target is physically present. They can measure their work against it in real-time. The golden sample lock-in prevents the "quality drift" that often occurs when production is accelerated.
How Do Raw Material Reserve Programs Prevent Speed-Driven Fabric Shortcuts?
The greatest threat to quality in a fast fashion environment is the temptation to substitute materials. A fabric is out of stock. The mill's lead time is six weeks. The order is due in three weeks. A lower-quality, available fabric is substituted. The garment ships on time but falls apart after three washes. The brand's reputation suffers. Speed corrupted quality because the material supply chain was not as fast as the production demand.
Shanghai Fumao's raw material reserve program pre-empts this conflict by stocking high-usage greige fabrics and standard trims in our warehouse. We forecast the demand for core fabric qualities, organic cotton jersey, linen blends, recycled polyester fleece, and we purchase greige inventory ahead of the seasonal order surge. When a fast fashion order arrives with a compressed timeline, we dye and finish the greige fabric from our reserve rather than ordering finished fabric from a mill. This cuts three to five weeks from the material lead time, without any compromise on material quality. The fabric is the same certified quality we use for our premium orders. The speed comes from the inventory prepositioning, not from material shortcuts.
The reserve program is an investment in working capital. The factory owns the greige inventory. It is a financial risk, but it is a calculated risk. The cost of carrying the inventory is offset by the ability to serve fast-turnaround orders at a premium FOB price, and by the avoidance of costly material substitutions that damage client relationships.

How Do You Pre-Qualify Three Mills for the Same Base Fabric to Avoid Bottlenecks?
A single-source fabric supply is a single point of failure. If that mill experiences a delay, a machine breakdown, a dye lot rejection, the entire production schedule is at risk. The factory under time pressure may be forced to accept substandard fabric from the single mill to keep the line running.
We pre-qualify three mills for every core base fabric in our reserve program. All three mills are audited for quality consistency, production capacity, and delivery reliability. All three can produce the same fabric to the same specification. The fabric from any of the three mills is interchangeable on the cutting table.
When an urgent order arrives, we can source the greige fabric from whichever of the three mills has the available capacity and the quickest delivery. The competition among the mills keeps lead times short and quality high. A mill that knows it is one of three qualified suppliers is motivated to perform.
The pre-qualification also provides supply chain resilience. If one mill has a fire, a flood, a labor shortage, the other two mills can absorb the volume. The factory is not held hostage by a single supplier. The brand owner's order is not delayed by a problem they never see. The pre-qualified mill network is a silent, powerful layer of speed and quality assurance.
What Is a "Greige Bank" and How Does It Cut Fabric Lead Times by 60%?
A greige bank is a reserved stock of undyed, unfinished fabric held in the factory's warehouse or at the mill. The fabric is woven or knitted to the standard specification, but it has not been bleached, dyed, or finished. It is the raw material waiting for the color instruction.
When an order is confirmed, the factory issues a dyeing instruction to the greige bank. The greige fabric is pulled from the shelf, dyed to the specified color, finished, inspected, and delivered to the cutting room. The time-consuming weaving or knitting process has already been done. The only remaining processes are the downstream wet processes.
The lead time for greige fabric dyeing and finishing is typically one to two weeks. The lead time for full fabric production, from yarn to finished fabric, is typically five to eight weeks. The greige bank cuts the fabric lead time by approximately 60% to 75%. It is the single most powerful speed lever available to a garment factory.
The greige bank requires discipline. The factory must forecast which greige qualities will be in demand and stock them in sufficient quantity. An overstock ties up cash. An understock results in stockouts and defeats the purpose. We manage our greige bank using historical order data and close communication with our brand clients about their upcoming seasonal needs. The greige bank is a shared resource. Our clients' forecasts feed our inventory decisions.
What Final QC Protocols Are Designed for Speed Without Sacrificing Thoroughness?
The final QC stage is the last line of defense. It is the point where the garment is either approved for packing or rejected for rework. In a traditional factory, final QC is a bottleneck. Garments queue up waiting for inspection. Inspectors are pressured to rush through the checklist to clear the backlog. Defects slip through. The speed pressure at the end of the line corrupts the quality of the inspection.
Our final QC protocol is designed for speed without sacrificing thoroughness by using a zoned inspection station and a risk-based inspection depth. The inspection station is organized into zones, each with a specific inspector checking a specific set of attributes. One inspector checks measurements. Another checks stitching and seam integrity. Another checks trim attachment and labeling. The garment flows through the zones in a continuous sequence. No single inspector is responsible for the entire garment. The specialized, repetitive inspection is faster and more accurate than a single inspector checking everything. The inspection depth, the number of checkpoints and the tolerance strictness, is calibrated to the brand's quality tier. A premium brand receives a deeper inspection than a fast fashion brand, but both inspections are systematic and thorough.
The zoned inspection system is a production line for quality. It applies the same division-of-labor principle that makes the sewing line efficient. Each inspector becomes highly skilled at detecting specific defect types. The flow is continuous. The bottleneck is eliminated.

How Is AQL 2.5 Applied Differently to Fast Fashion Versus Premium Segments?
AQL, Acceptable Quality Limit, is the statistical sampling standard used in garment QC. AQL 2.5 means that a batch is accepted if the number of major defects found in a random sample does not exceed the threshold for the sample size. But the AQL number is only one part of the QC protocol. The definition of what constitutes a major defect, and the inspection depth, are equally important.
For a fast fashion garment, a minor stitching irregularity that does not affect the garment's wearability or appearance at arm's length may be classified as a minor defect or even accepted as within tolerance. The inspection focuses on functional defects and glaring visual defects. The inspection is efficient and fast.
For a premium garment, the same stitching irregularity may be classified as a major defect. The premium inspection protocol has tighter tolerances and a broader definition of what constitutes a defect. The inspection is more detailed and takes longer.
The AQL sample size is the same. The accept/reject threshold is the same. But the classification of defects is stricter for premium. This means that a batch that passes AQL 2.5 for a fast fashion brand might fail AQL 2.5 for a premium brand because more of the observed issues are classified as major defects under the premium standard.
We work with each brand client to define the defect classification standard at the start of the relationship. The standard is documented in the brand's QC manual. Our inspectors are trained to apply the correct standard for each brand. The fast fashion brand gets a fast, efficient inspection that catches the defects that matter to their customer. The premium brand gets a deeper, stricter inspection that catches the defects that matter to their customer. Both brands get the quality level they specified and paid for.
What Is a "Jumpbox" Inspection and How Does It Randomize the QC Process?
A jumpbox inspection, also called a random spot-check, is an unannounced QC intervention where a senior inspector from the quality assurance department, not the production line's own QC team, pulls a random carton from the finished goods area and performs a full, deep inspection of every garment in that carton.
The jumpbox is designed to counteract the "inspector familiarity" effect. A line QC inspector who has been checking the same style for three days can become blind to a recurring defect. Their eyes adapt to the pattern. A fresh pair of eyes from the QA department, with no prior exposure to the production run, is more likely to spot a subtle deviation.
The jumpbox is unpredictable. The line supervisor does not know when it will happen or which carton will be selected. The unpredictability keeps the entire production team vigilant. They know that any carton could be subjected to a deep, independent inspection at any time. The jumpbox is a psychological quality enforcement tool as much as a physical inspection.
If the jumpbox inspection finds a defect that the line QC missed, the entire batch from that production period is quarantined and re-inspected. The line QC team is held accountable. The jumpbox finding triggers a root cause analysis and a corrective action. The system is self-correcting.
We conduct jumpbox inspections randomly across all our production lines. The frequency is higher for new styles and for orders from new clients. The jumpbox results are tracked as a key performance indicator for our QC department. A low jumpbox defect rate is evidence that the inline QC system is functioning correctly.
Conclusion
The reconciliation of fast fashion speed with premium quality is not achieved by pushing operators to sew faster or by cutting corners on materials. It is achieved by engineering a production system where speed is a natural outcome of precision, not a forced acceleration that breaks the quality system.
We have walked through the five pillars of this system. Inline inspection catches defects at their source, preventing the rework that slows down traditional end-of-line QC. Modular production lines, staffed with cross-trained operators, flex between high-speed trend pieces and high-precision classics without compromising either. The golden sample lock-in anchors quality standards physically on the line, preventing drift under time pressure. Raw material reserve programs and the greige bank cut material lead times by two-thirds without material substitutions. And the final QC protocol, with zoned inspection, calibrated defect classification, and random jumpbox audits, ensures thoroughness without bottlenecking the packing flow.
The common thread is system design. Speed is not demanded. It is enabled. Quality is not inspected at the end. It is built into the process. The factory that understands this is the factory that can truthfully say to a brand owner, "You can have both."
At Shanghai Fumao, this system is our daily operational reality. Our five production lines run on these principles every day. Our quality metrics and our delivery metrics are both industry-leading because they are two sides of the same coin. We do not choose between fast and good. We build the systems that deliver both.
If you are a brand owner who has been told you must sacrifice quality for speed or speed for quality, and you want to work with a factory that refuses that false choice, I invite you to contact our Business Director, Elaine. She can provide our quality and delivery performance data, arrange a virtual tour of our inline QC checkpoints and modular line setup, and discuss how our system can meet your specific speed and quality requirements. Reach Elaine at elaine@fumaoclothing.com. Let's prove that fast can be flawless.