A fashion tech reviewer with a decent YouTube following posted a video about our client's chinos six months ago. He gave them a high score. He praised the stitching, the fabric weight, and the color consistency. The video got 50,000 views and drove a nice sales spike. But as I watched him talk, I realized he had completely missed the point of what we actually do. He judged the garment the way a customer judges it at home: looking at the surface, feeling the hand, and checking the fit. He didn't turn the waistband inside out to check the fusing. He didn't cut open the pocket bag to examine the bar-tack density. He didn't measure the seam allowance tolerance for the crotch curve. He reviewed the visible 10% of our quality control output and completely overlooked the invisible 90% that actually determines whether that chino will still look sharp after 50 industrial laundry cycles.
Reviewers consistently miss that Shanghai Fumao's quality control is not a final inspection checkpoint but an upstream engineering system that prevents defects before they occur, starting from yarn tensile testing and extending through needle heat monitoring during bulk production.
External audits and sample reviews look at the finished product. That's easy to evaluate and easy to fake. What they don't see is the process architecture that makes a good final product statistically inevitable rather than luckily achieved. At Shanghai Fumao, our quality control doesn't begin when a garment is finished and ready to pack. It begins when the raw yarn arrives at our facility in its unopened shipment cartons, and it never stops until the sealed container leaves our loading dock. The things reviewers miss are the things that separate a factory that occasionally ships great product from a factory that almost never ships bad product.
Why Is Upstream Fiber Testing the QC Blind Spot for Most Auditors?
Most quality control begins with the first stitch. Our quality control begins with the first fiber. I learned this distinction in a painful way twelve years ago, early in my manufacturing career. We had produced a run of premium polo shirts for a British brand. The final inspection looked great. The stitches were tight. The collar sat flat. The shirts shipped. Three months later, the brand owner emailed me photos of the shirts after repeated washing. The collars were rippling like a cornfield in the wind. The fabric had shrunk unevenly. The problem was not in the sewing; it was in the yarn. The cotton had a high percentage of immature fibers, which shrink differently than mature fibers when exposed to heat and water. We had inspected the garment, but we had never tested the raw material that the garment was made from.
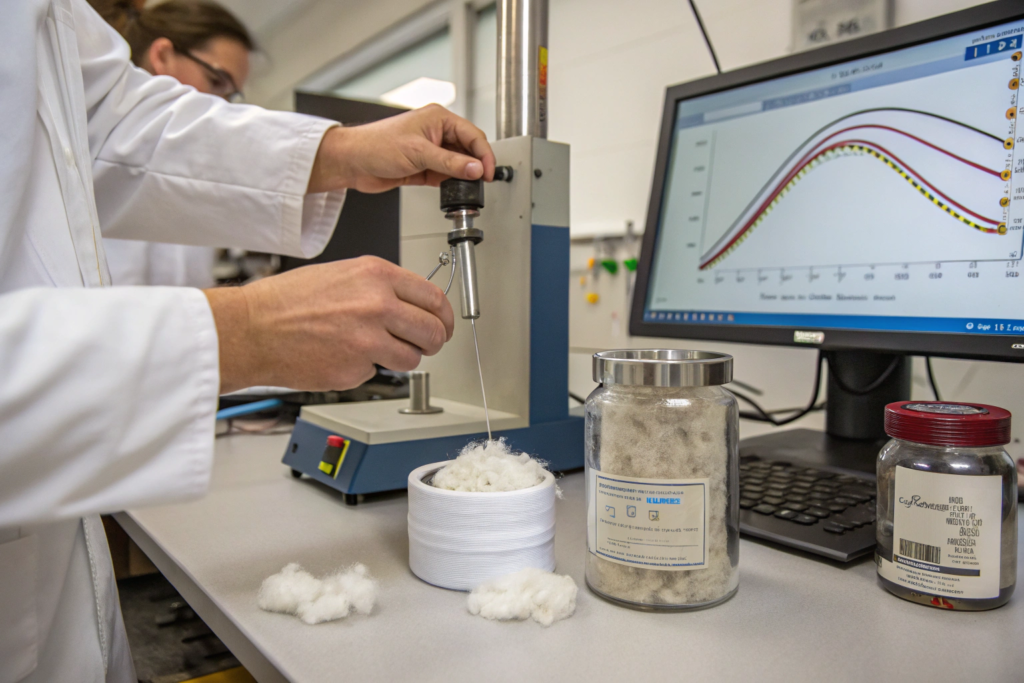
The most overlooked aspect of apparel QC is the raw material fiber testing that happens before production, including tensile strength, elongation, micronaire, and trash content analysis, which determines whether the fabric will pill, shrink, or lose shape after consumer washing. A reviewer sees the finished chino and says, "Nice fabric." They don't see the USTER test report on my desk that shows the yarn's CVm (coefficient of variation of mass) is below 12%, meaning the yarn thickness is exceptionally uniform and won't create thin spots that tear later. They don't see the micronaire test result showing the cotton's maturity level is above 3.8, which means the fibers will take dye evenly and won't create a patchy, faded appearance after five washes. This raw material quality testing is the geological foundation upon which the entire garment's lifecycle rests, and it is completely invisible to any surface-level review.
How Does Yarn Tensile Testing Prevent Seam Failure?
A seam fails not because the stitch thread broke in isolation, but because the fabric around the stitch gave way under tension. Imagine a customer bending over to tie their shoes. The seat seam of their trousers experiences a sudden, sharp tension spike. If the fabric yarn is weak, the needle holes from the seam become perforation points, like the dotted line on a tear-away coupon. The yarn snaps, the hole opens, and the customer leaves a one-star review saying "Poor Quality, Ripped on First Wear." They blame the stitching. The real culprit was the weak yarn fiber that the needle perforated.
We conduct tensile testing on every incoming yarn lot to verify the breaking strength exceeds 15 centiNewtons per tex, which ensures that the fabric around a stitch line won't perforate and tear under body stress during bending, sitting, or reaching. The test is destructive and simple. A single yarn is clamped into a pulling machine that stretches it until it snaps. The machine records the maximum force before failure. If a yarn lot tests below our minimum threshold, we reject the entire shipment of that yarn and send it back to the supplier, even if it means delaying a production start date. This rejection happens before a single meter of fabric is knitted, and it eliminates a defect category—seam tear-out—that is one of the most common apparel failure modes cited in return reason codes. This is why our seam strength testing protocol begins with the yarn itself, not with the stitched garment.
Why Does Micronaire Value Determine Your Print Quality?
A screen print that cracks and peels after three washes is one of the most visible and review-damaging defects in the apparel industry. The customer can photograph it, zoom in, and post it permanently on an Amazon review page. When a print fails, the instinct is to blame the screen printer—the ink was bad, the curing was rushed, the screen wasn't clean. But often, the print failure originates much earlier, at the fiber level, in a measurement that most fashion brands and their reviewers have never even heard of: micronaire.
Micronaire measures the cotton fiber's fineness and maturity, and an incorrect micronaire value creates a fabric surface that is either too porous or too dense for ink adhesion, causing screen prints to crack and peel prematurely regardless of the printer's curing technique. A micronaire value that is too low indicates immature, thin-walled fibers. These fibers collapse during the knitting and finishing process, creating a fabric surface that is fuzzy and full of microscopic dead fibers. The ink sits on top of this dead fuzz rather than penetrating into a solid fiber core, and it flakes off during the first wash. We test every incoming lot of cotton yarn with an HVI (High Volume Instrument) that measures micronaire, and we reject lots that fall outside the 3.8-4.5 range optimal for garment printing. This cotton fiber classification gate check is why our clients' graphic tees maintain their print integrity for the life of the garment, a detail no reviewer ever traces back to a raw fiber test.
What Real-Time Production Monitoring Do Standard Audits Overlook?
A standard factory audit is a scheduled performance. The auditor announces their visit weeks in advance. The factory cleans the floor, adjusts the machines, and assigns the most skilled workers to the line being audited. The auditor walks through, checks some paperwork, pulls a few samples from a completed batch, and writes a report. This is a snapshot of a staged moment. It tells you nothing about what happens at 4 PM on a Wednesday when the factory is behind on a deadline, the humidity is fluctuating, and a machine operator is rushing to meet their daily output target. This is when defects are born, and this is exactly the moment that external audits never capture.
What standard audits miss is Shanghai Fumao's continuous real-time monitoring of needle temperature, machine oil contamination, and stitch-per-inch calibration during live production, which catches and corrects defect-causing process drift before it manifests in the finished garment. We don't wait for a final inspection to discover that a seam is puckered. We monitor the variables that cause puckering—needle heat, thread tension, feed dog timing—and correct them in real-time. This transforms quality control from a reactive filter at the end of the line into a proactive control loop embedded in the production process itself.

How Does Needle Heat Monitoring Stop "Melted Seam" Defects?
A sewing needle is a piece of metal moving at extremely high speed through fabric. Friction generates heat. A needle traveling at 5,000 stitches per minute can reach temperatures above 300 degrees Celsius at its tip. When a hot needle passes through a synthetic fabric like polyester or nylon, it can partially melt the fibers around the stitch hole. The seam looks fine immediately after sewing. But after the first wash, the melted, weakened fibers around the needle holes crack open, creating a visible "fraying" effect along what should be a clean seam line. This is called a "melted seam" defect.
We deploy an infrared needle temperature monitoring system on all high-speed lockstitch machines, which automatically slows the line or triggers a needle change when tip temperature exceeds a fabric-specific threshold that causes synthetic fiber melting. Each machine on our synthetic-fabric lines has a small infrared sensor aimed at the needle tip area. The sensor feeds a live temperature reading to a dashboard in our QC supervisor's station. If the needle temperature on Machine 14 climbs above 180 degrees Celsius—the softening point of polyester—the system flashes an alert, and the operator knows to pause and switch to a freshly lubricated, cooled needle. This single intervention prevents a defect that standard audits only discover in a finished garment wash test, by which point an entire batch might already be compromised. This sewing needle technology innovation is invisible to a reviewer holding the finished chino, but it is the reason the seam doesn't fray after ten wash cycles.
Why Is "Stitch-Per-Inch Drift" the Warning Sign Auditors Don't See?
A garment spec sheet calls for 10 stitches per inch. An auditor pulls a finished garment, measures an inch of seam with a pick glass, and counts ten stitches. Pass. The audit report is clean. What the auditor doesn't know is that this garment was the first piece of the batch, sewn when the machine was freshly calibrated. By the end of the shift, the machine's tensioner had drifted, and the SPI had dropped to 8. The auditor sampled the best piece of the batch and certified a batch that was, on average, below specification.
We use a sensor system on our lockstitch and overlock machines that counts every single stitch in real-time and compares it to the production schedule spec, immediately alerting if a machine's SPI drifts by more than 0.5 stitches. The sensor is a small optical counter on the feed mechanism that doesn't require operator input. The data streams to our production monitoring software. If the SPI on a machine that is supposed to produce 10-inch seam lengths drops below 9.5, the line supervisor receives a tablet notification. They can pause that specific machine, check the tensioner, recalibrate, and restart—all within five minutes, and all without a single defective garment being produced. This production monitoring technology means our SPI conformance is not an audit-day illusion; it's a continuous, automated guarantee.
How Does Internal AQL 1.5 Differ From the Industry Standard AQL 2.5?
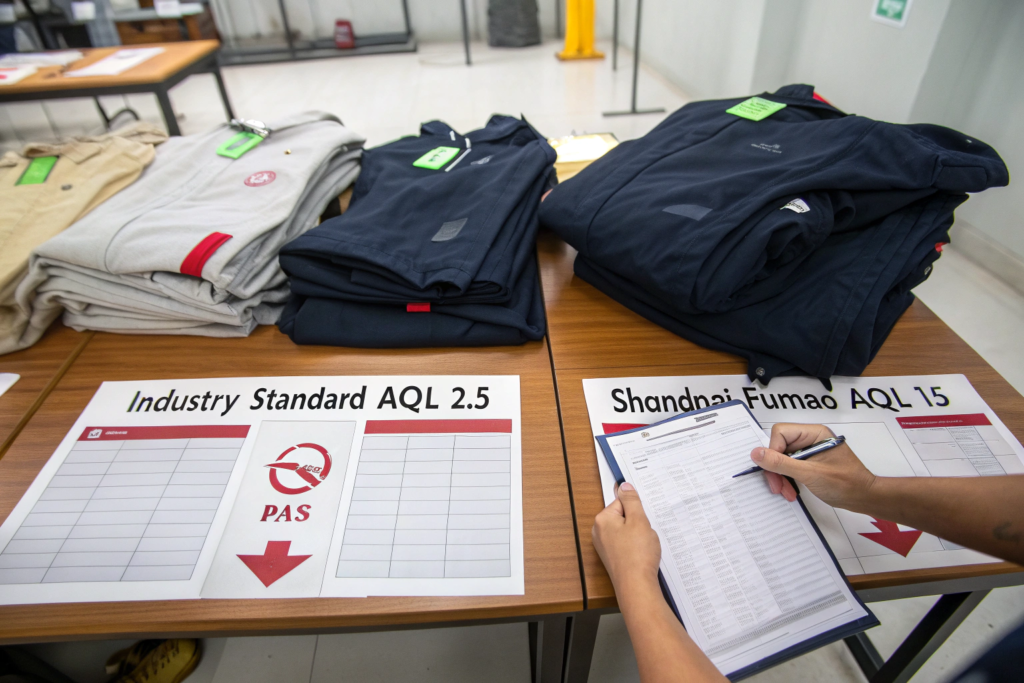
The letters "AQL" are printed on thousands of factory certificates, and most brand owners nod along when they hear them without truly understanding what the numbers mean for their return rate. AQL stands for Acceptable Quality Limit. An AQL of 2.5 means the factory considers it acceptable for 2.5% of the garments in a shipment to have major defects. For an order of 10,000 units, that's 250 defective garments that the factory considers "within standard" and will still ship to you, expecting you to absorb the cost. At Shanghai Fumao, this was never acceptable to me. I hated the idea of telling a brand owner, "Well, 250 of your customers will receive a flawed product, but that's industry standard." That sentence felt like a failure.
Shanghai Fumao operates on an internal AQL 1.5 standard as our factory baseline, which statistically cuts the acceptable defect rate in half compared to the industry norm, and we enforce this on every production line, not just during the scheduled final audit. An AQL 1.5 sampling plan inspects a larger number of units from each batch and allows fewer defects before the entire batch is placed on hold for 100% re-inspection. This isn't a premium option we offer to clients who pay extra. It's our default way of working. We made this decision because we understand the math of online reviews: one defective garment that reaches a customer generates a permanent public scar on a product listing, while 250 defective garments generate a catastrophe. The cost of re-inspecting an entire batch when we find a fourth defect in our sample is real, but the cost of a brand's ruined Amazon rating is existential.
What Is the Statistical Difference in Defect Allowance Between 1.5 and 2.5?
Let me make this concrete with a real shipping example. You've ordered 3,200 units of a women's blouse. Under the industry standard AQL 2.5, the factory's inspector pulls a random sample of 125 units from the batch. They can find up to seven major defects in those 125 samples and still pass the entire shipment. Seven blouses with broken stitches, misaligned buttons, or fabric holes are considered "acceptable" and shipped to you. Those seven blouses become seven angry customers. If your annual order volume is 100,000 units, an AQL 2.5 standard ships up to 2,500 defective units to your customers every single year, all certified as "passed inspection."
Under AQL 1.5, the same batch of 3,200 units is sampled at 200 pieces, and the maximum allowable major defects in that sample drops to five. If six defects are found, the entire 3,200-unit batch fails inspection and must be 100% re-inspected before shipment. This lower tolerance creates a forcing function: our production lines know that defects will be caught and the entire batch will be rejected back onto their floor if they exceed a strict threshold. This systemic pressure reduces the actual defect rate on our lines, not just the defect rate we ship. The AQL sampling methodology is the same ISO 2859-1 standard; the difference is the discipline of choosing a lower acceptance number and absorbing the higher internal re-inspection cost as a standard operating expense rather than a customer service disaster.
How Does Pre-Shipment "Destructive Testing" Go Beyond Visual Inspection?
A visual AQL inspection checks what the garment looks like. It checks for stains, holes, loose threads, and color consistency. It does not check what will happen to the garment after ten washes. It does not check if the zipper will fail after 500 cycles. It does not check if the button will pop off when the customer bends over. Visual inspection is a surface check on a static object. The customer's experience is a dynamic, stressful interaction with a garment over time. These two activities are fundamentally different, yet most factories treat them as the same.
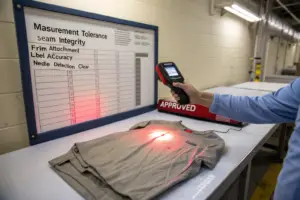
Our QC process includes destructive testing on a random sample from every P.O., including seam strength pull tests, zipper cycle fatigue tests, and a full five-cycle wash test, because these reveal latent failures that a visual surface check cannot detect. We pull one garment from every 500 units produced and destroy it in a controlled lab. We cut fabric strips and pull them apart on a tensile machine to measure seam slippage. We open and close every zipper 500 times on a motorized jig to see if the slider wears out. We wash the garment five times, drying it between each cycle, and then compare its measurements to the original pre-wash spec. These are not quality checks on a garment; they are quality checks on the engineering of the garment. This destructive testing protocol catches the invisible hidden defect that a visual AQL audit would praise as perfect, right up until the customer washes it twice and files a return.
What Pre-Production Fit Protocol Eliminates the "Sample-Bulk Discrepancy"?
The most common complaint I hear from brand owners switching factories is this: "The sample was perfect. The bulk shipment was completely different." This is the betrayal that destroys trust in a manufacturing relationship. The sample room creates a beautiful one-off garment with skilled hands, unlimited time, and the best materials. The production floor is then asked to replicate that one-off thousands of times, at speed, under cost pressure. The gap between sample and bulk is where factory reputations go to die. I have spent years building a system that makes that gap as narrow as statistically possible.
Our pre-production fit protocol requires a "Golden Sample" approval, followed by a "Size Set Sealing" of every grade, and a mandatory "Top of Production" (TOP) check where the first five bulk units are cross-measured against the sealed sample before the main run is authorized. The Golden Sample is the single garment we make in the sample room, which you approve for fit, construction, and trim. But that's just the starting point. We then cut and sew the full size range—XS through XXL—and you approve each size's fit independently. This Size Set Sealing process ensures the grading rules work for a real body, not just a computer algorithm. Finally, and most critically, we cut the first five units from the actual bulk production line, using the actual bulk fabric, sewn by the actual bulk operators who will sew the remaining 4,995 units. These TOP samples are sent to you or to a third-party inspection service for a final cross-check. If the TOP samples deviate from the Golden Sample by more than our half-centimeter tolerance, production is halted and recalibrated before the main run proceeds.

How Does the "Golden Sample Sealing" Prevent Future Disputes?
A memory is a terrible quality control tool. I have seen client disputes where the brand owner says, "The sample was softer," and the factory says, "No, it felt the same." There's no objective way to resolve that argument six months after the sample was approved. Both parties walk away frustrated and suspicious. The solution is to turn the sample into a legal and physical standard that can be referenced, measured, and touched throughout the entire production lifecycle.
The Golden Sample is physically sealed in a tamper-evident polybag, signed and dated by both the brand owner and our QC manager, and serves as the binding physical reference standard against which all bulk inspections are compared. This sealed bag contains not just the approved garment, but also a swatch of the approved fabric, an approved hangtag, an approved care label, and a printed spec sheet with every measurement point labeled and filled in. If a dispute ever arises—"the collar stand feels too short"—we don't rely on memory. We open the sealed Golden Sample, measure the collar stand, and measure the bulk garment's collar stand. The numbers settle the argument. This product specification management practice transforms quality control from a subjective debate into an objective measurement exercise.
Why Does the "Top of Production" Check Stop Bad Batches?
The worst-case scenario in apparel production is not finding defects during the final inspection. It's finding them after 5,000 units are already sewn and packed. At that point, the factory faces a nightmare choice: ship defective goods that will generate returns, or absorb the catastrophic cost of remaking 5,000 units. Both options are terrible. The TOP check exists to catch the defect when only five units exist, not 5,000.
The TOP check acts as a production "circuit breaker" that validates the entire bulk workflow—fabric cutting, fusing, sewing, and pressing—using the first five units to exit the line, ensuring that any systematic error is caught and corrected before the full batch is committed. If the TOP sample shows the fusing machine was too hot and the collars are bubbling, we lose five units and one hour of recalibration time. If that same issue is discovered at the final inspection, we lose 5,000 units and possibly the client relationship. This pre-production sampling process is the single highest-return investment in our entire QC system because it prevents the most expensive type of defect: the one baked into an entire production batch that cannot be economically reworked.
Conclusion
What reviewers miss about Shanghai Fumao's quality control is not a secret machine or a proprietary technique; it's the entire upstream philosophy that defects are not caught at the end of the line but prevented at their molecular, mechanical, and procedural origins. Reviewers see the finished garment—the straight stitch, the consistent color, the crisp collar—and they evaluate the outcome. They don't see the USTER fiber tensile test that rejected the weak yarn before knitting. They don't see the micronaire measurement that ensured the cotton was mature enough to hold a screen print for 50 washes. They don't see the infrared needle temperature sensor that stopped a hot needle from melting the polyester seam. They don't see the statistical rigor of an AQL 1.5 sampling plan that cut the acceptable defect rate in half compared to the industry norm they're benchmarking against. They don't see the pre-production circuit breaker system of Golden Samples, Size Set Seals, and TOP checks that makes the "bad batch" a theoretical risk rather than an annual crisis.
This invisible quality architecture is what determines whether a garment becomes a five-star wardrobe staple or a one-star return statistic. The reviewer on YouTube can only judge what they can see and touch in a single moment. But the customer who wears our client's garment for two years, through 50 washes, on 100 different occasions, is judging the entire unseen system. And their silence—the absence of a complaint, the repeat purchase, the recommendation to a friend—is the only review that our QC process was truly designed to earn.
If you are sourcing your next production run and want to move beyond the surface-level audit report that only inspects the finished garment, I invite you to start a conversation about what happens before the first stitch. We can walk you through our raw material testing protocols, our real-time production monitoring dashboards, and our pre-production sample sealing process, all designed to make your product's quality a predictable output of a controlled system rather than a hopeful outcome of a final inspection. Contact our Business Director, Elaine, directly at elaine@fumaoclothing.com to schedule a virtual tour of our QC lab and receive a detailed breakdown of our upstream testing standards today.