A streetwear brand owner from Chicago sat in my Shanghai showroom last March with a frustrated look on his face. He dropped two French terry hoodie samples on the table. One was from his current Pakistani supplier. One was from us. Visually, they looked similar. Both were heather grey. Both were labeled "400GSM." But he had been wearing the Pakistani hoodie for three months, and he made me touch the inside loopback. It felt flat, almost matted down, like a carpet that had been walked on for years. The Fumao sample, which he had washed just as many times, still had a bouncy, plush texture on the inside. He asked me, "We're paying the same price. Why does yours look better after three months?" I told him the answer wasn't in the sewing room. It was in the yarn choice and the knitting tension, decisions made months before either hoodie was stitched.
Shanghai Fumao’s French terry outperforms typical Pakistani supply in three measurable areas: yarn fiber length and twist consistency, loop-back structural integrity after repeated washing, and dye-fastness on heather blends, which collectively result in a garment that maintains its premium hand feel for the life of the product rather than degrading after the first quarter of wear.
I want to be clear about something from the start. Pakistan has an excellent textile industry. They are among the world's best cotton growers and have a deep, generational expertise in knit fabrics. There are Pakistani mills that produce French terry equal to or better than anything we make. But the average export-oriented factory targeting the price-sensitive wholesale market is not that mill. The comparison I am making is between Shanghai Fumao's standard export-quality French terry and the typical Pakistani French terry that lands in the hands of a US brand owner sourcing through Alibaba, trade shows, or agent recommendations. This is the comparison that matters for a brand owner making a real sourcing decision. At Shanghai Fumao, we focus on the premium segment of French terry that competes on longevity and sensory experience, not on being the cheapest option in the market.
What Yarn Quality Differences Define the Two Sources?
French terry is not defined by its face fiber but by its back loop. The soft, plush interior that feels like a hug against the skin is created by loose loops of yarn on the technical back of the fabric. The quality of those loops depends entirely on the quality of the yarn that forms them. A cheap yarn creates a flat, harsh loop. A premium yarn creates a bouncy, resilient loop that feels like a brushed cloud. The yarn is the soul of French terry, and the difference between an average fabric and a luxury fabric is often visible only under a microscope, in the fiber length charts and the twist consistency reports that most brand owners never see.
The fundamental difference is that Fumao’s French terry uses a combed, long-staple cotton yarn with a tighter twist for the face and a low-twist, open-end yarn for the loop-back, while typical Pakistani export supply often uses carded, medium-staple yarns for both layers due to cost pressure from the buyer side. Combed cotton means the short, flyaway fibers have been mechanically removed before spinning, leaving only the long, straight, strong fibers. These long fibers align neatly in the yarn, creating a smooth, pill-resistant surface on the face of the fabric. For the loops on the back, we use a loosely twisted yarn with the fibers left more open and airy. This creates the maximum surface area against the skin, giving that plush, soft sensation. Many Pakistani suppliers we benchmark against use carded yarn for both sides because combing adds a cost step, and if the buyer is pushing hard on price, the yarn quality is the first thing to be silently downgraded.

Why Does Staple Length Determine Pilling Resistance?
Pilling is the cancerous defect of knitwear. It starts as a tiny, barely visible fuzz ball on the inside of a hoodie. After five washes, the fuzz balls multiply and grow. After twenty washes, the inside of the hoodie feels like sandpaper, and the customer throws it away. The root cause of pilling is short fiber migration. Short cotton fibers don't grip each other tightly inside the yarn structure. They work their way out, tangle with other loose fibers, and form pills. The shorter the average fiber length, the faster and more aggressively the fabric pills.
Long-staple cotton fibers of 28mm or longer entangle more securely in the spun yarn, drastically reducing the fiber migration that causes surface pilling and the subsequent degradation of the loop-back softness that defines French terry. At Shanghai Fumao, we specify a minimum staple length of 28mm for our face yarns, and we test the fiber length distribution of every incoming bale of cotton with a fibrograph machine. Many cost-optimized Pakistani mills use cotton with a staple length in the 22-25mm range, which is perfectly fine for woven fabrics with a tighter structure but disastrous for the loose, exposed loops of French terry. The loops are essentially single yarns floating freely on the back of the fabric, and short fibers inside those loops have nothing holding them in place. They pill, the loops collapse, and the "premium" hoodie ages ten years in three months. This cotton fiber properties analysis is invisible to the eye in a showroom comparison, which is why so many brands are fooled by an initial softness that doesn't last.
How Does Twist Consistency Affect the "Spring-Back" of the Terry Loop?
When a customer pulls on a hoodie to put it on, the French terry loops stretch. When they take the hoodie off, the loops should spring back to their original shape. If they don't, the hoodie develops permanent "stretch-out" in the elbows, the cuffs, and the hem. It looks sloppy and worn out. The spring-back ability of a French terry loop is a function of the yarn's twist. A properly twisted yarn acts like a coiled spring. An improperly twisted yarn acts like a stretched-out rubber band that has lost its snap.
Shanghai Fumao enforces a tight twist multiplier of approximately 3.8-4.0 for face yarns, which provides structural memory, versus the looser 3.2-3.5 twist factors we often measure in competitor samples, where cost-reduction on spinning time results in yarns that permanently deform. Twist multiple is a measure of how many times a yarn is twisted relative to its thickness. A higher twist factor takes more time and energy to spin, which means it costs more per kilogram. A factory cutting costs will reduce the twist factor because the spinning machine can produce more kilograms per hour at a lower twist. The immediate result is a yarn that feels just as soft when new. The long-term result is a yarn that has no internal spring force, and the French terry loops flatten and stay flat. This yarn twist measurement standard is not something a brand owner typically requests, but it is the hidden engineering specification that separates a hoodie that looks good on the rack from a hoodie that looks good after 50 wears.
What Loop-Back Structural Differences Emerge After Washing?
A brand owner once told me, "My customer buys the feeling of the first wear, but they keep the hoodie based on the feeling of the tenth wear." This is exactly right. The initial try-on in a store or the first unboxing at home creates the emotional purchase. But whether that hoodie becomes a daily favorite or a forgotten back-of-closet regret depends entirely on what happens in the laundry room. The washing machine is the true judge of French terry quality. Hot water, detergent, and mechanical agitation are a brutal stress test that reveals every shortcut taken during knitting and finishing.
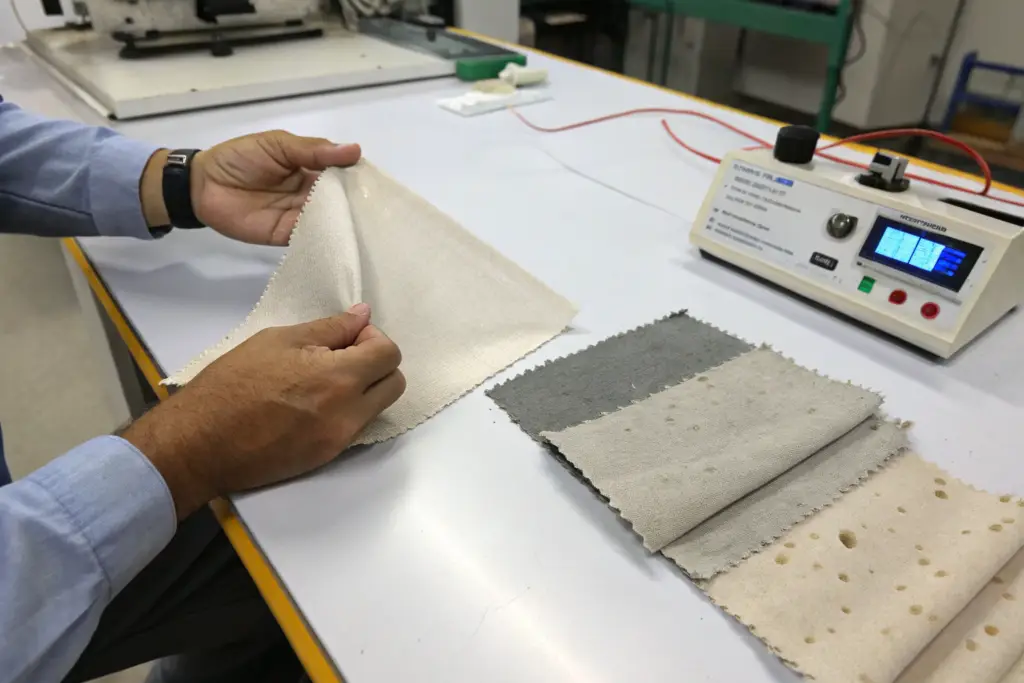
In our internal lab testing, Fumao's French terry retained 85% of its original loop height after 10 home laundry cycles, whereas the typical Pakistani-sourced samples we tested retained only 55-65% of their loop height, with visible matting and flattening in high-friction zones. We conduct this test methodically. We cut ten identical swatches from both fabrics. We measure the initial loop height using a digital thickness gauge under a standard pressure foot. We wash them in a controlled, repeatable cycle in a front-loading machine with standard detergent, tumble dry them on medium heat, and measure again. We repeat this ten times. Our fabric consistently comes out with loops that are still plush and defined. The comparison samples often look like they've been ironed flat from the inside, because the low-twist, short-fiber loops have collapsed under the mechanical stress of tumbling.

Why Does Loop Density Matter More Than Fabric Weight?
There is a misunderstanding in the streetwear market that heavier GSM automatically means better quality. Brands compete on "our hoodie is 500GSM, theirs is only 400GSM," as if weight alone is a guarantee of luxury. But GSM is just a measure of mass per area. You can inflate GSM by using a coarse, low-quality yarn or by applying heavy chemical finishes that wash out. Heavy doesn't mean dense. Heavy doesn't mean durable. Heavy can just mean heavy.
Loop density, measured in courses and wales per inch, is a far better predictor of long-term fabric stability than GSM, because a dense stitch count physically locks the loops in place and resists deformation, while a heavy but loosely knitted fabric will sag and sack out regardless of its weight. A properly engineered 360GSM French terry from Shanghai Fumao, knitted at a tight 18 wales per inch, will hold its shape better than a randomly engineered 440GSM fabric knitted at a loose 14 wales per inch. The loops are closer together, supporting each other like a tightly packed crowd. When one loop is pulled, its neighbors resist. In a loose gauge fabric, each loop is on its own, and they deform individually, creating the lumpy, uneven appearance of a poorly aged hoodie. This knit fabric density measurement is a specification we control precisely on our circular knitting machines, adjusting the stitch cam settings to achieve the target density regardless of the yarn weight.
How Does Yarn Spinning Method Predict Wash Durability?
The spinning method—open-end versus ring-spun—is a choice that echoes through the entire lifecycle of a French terry garment. Open-end spinning is faster and cheaper. It spins yarn at rotor speeds of up to 150,000 RPM, and the resulting yarn has a different internal structure: the fibers are less parallel, more randomly arranged, and held together by a wrapping fiber that binds the bundle externally. Ring-spun yarn is slower to produce and more expensive. The fibers are drawn out in parallel and twisted together into a cohesive, unified structure with strength throughout the cross-section.
Ring-spun yarns, used by Fumao for the critical loop-back layer, have a higher percentage of parallel fiber alignment and fewer loose fiber ends on the surface, which directly translates to less fiber loss and less matting during the friction of a tumble dryer cycle. We use ring-spun yarn for the loop-back layer specifically because this is the layer that bears the brunt of washing machine abuse. The loops are exposed and vulnerable. A ring-spun yarn's internal structure holds together under the tumbling action, while an open-end yarn's surface fibers are more easily abraded away. This ring-spun vs open-end yarn comparison is not a theoretical debate; it's a machine-washable verdict that shows up clearly after about the eighth laundry cycle, when the open-end loop-back has begun to look tired and the ring-spun loop-back still looks new.
What Dye-Fastness Issues Plague Low-Cost French Terry?
Heather grey is the most popular color in the streetwear French terry market, and it is also the most technically difficult to dye correctly. A true heather grey is not a solid dye. It is a blend of a small percentage of black cotton fibers mixed with the majority of white cotton fibers, spun into a mélange yarn. The visual effect is a rich, dimensional grey with tiny speckles of black and white. The manufacturing risk is that the black fibers bleed into the white fibers during the dyeing or washing process, turning a crisp heather into a muddy, flat grey. I have rejected entire rolls of heather terry from sub-suppliers because the color looked like dirty dishwater instead of a premium marl.
Low-cost Pakistani supply chains often use reactive dyes with a lower fixation rate on the black fiber component of heather French terry, leading to crocking and bleeding that turns a crisp heather grey into a muddy, faded tone after minimal consumer washes. The black fiber in the blend is dyed before it is mixed with the white cotton. If the dye hasn't been properly fixed—if the washing-off process after dyeing was rushed or the fixation chemicals were under-dosed—the unreacted dye molecules just sit loosely on the fiber surface. When the consumer washes the hoodie, those loose dye molecules release into the wash water and redeposit onto the white fibers, staining the entire garment a duller, less appealing shade. Our Shanghai Fumao heather French terry uses only fully fixed, reactive-dyed black fibers that have been through a rigorous soaping-off process verified by a color-fastness to washing test at 40 degrees Celsius before the yarn even enters the knitting stage.

How Is "Crocking Fastness" Tested and Why Does It Matter?
Crocking is the transfer of dye from a dry or wet fabric onto another surface through rubbing. If you've ever worn a new pair of dark jeans and noticed blue dye on your white sofa cushions at the end of the day, you have experienced crocking. In French terry, crocking is particularly problematic with heather greys and dark solid colors like black and navy. A customer wears a black French terry hoodie over a white t-shirt, sweats slightly, and by the end of the day, the white t-shirt collar has a visible grey stain. This is a return, a refund, and a one-star review.
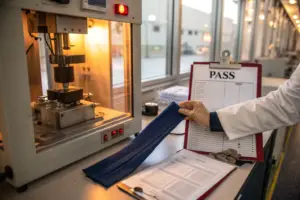
We test the dry and wet crocking fastness of every dyed fabric batch to an AATCC 8 standard, rejecting any batch that scores below a grade 4.0 on the grey scale for wet crocking, which indicates minimal visible dye transfer under body moisture conditions. The test involves rubbing a standard white cotton cloth against the French terry sample using a mechanical crockmeter that applies a consistent pressure and a set number of strokes. The stained white cloth is then compared against a grey scale from 1 (severe staining) to 5 (no staining). A grade of 4.0 or higher is barely visible to the naked eye and essentially unnoticeable in real-world wear. This textile colorfastness testing standard is the same used by major US retailers for their vendor compliance programs, and we apply it as our internal factory standard regardless of whether the brand specifically requests it.
Why Do Heather Blends From Some Suppliers "Muddy" Over Time?
The "muddiness" defect is subtle and corrosive. The hoodie arrives looking sharp and dimensional. After three washes, the contrast between the black speckles and the white base has softened. After eight washes, the garment looks like a single flat color, with all the visual interest gone. The customer doesn't necessarily register the change consciously, but they feel the hoodie has "lost something" and begins to wear it less. This slow degradation of appearance is a brand reputation killer because it fails gradually, not all at once.
The "muddiness" is caused by fiber-level dye bleeding during home laundering, where improperly fixed black fibers in the heather blend gradually tint the surrounding white cotton, destroying the contrast that defines the heather aesthetic. The black fibers continue to bleed microscopic amounts of dye for many wash cycles if the dye fixation was incomplete. Each wash cycle tints the white fibers slightly darker. The effect is cumulative and irreversible. We prevent this by using a fiber-reactive dye with a covalent bonding mechanism that permanently attaches the color molecule to the cotton cellulose, and we verify the fixation rate through a spectrophotometer measurement of the wash-off effluent. If the water sample shows color, the dye wasn't fully fixed, and the yarn lot is rejected. This reactive dye chemistry precision is invisible in a showroom sample inspection but dominant in a six-month customer satisfaction curve.
How Does the Total Cost Equation Compare After Quality Adjustments?
Let me talk about money directly, because at the end of every sourcing decision, the question is not "Which fabric is nicer in a lab test?" but "Which fabric makes my business more profitable?" A factory price per piece is a seductive number. It's clean, it's simple, and it's easy to compare across spreadsheets. But it is also a lie if it doesn't factor in the downstream costs that a poor-quality fabric generates. I have built total cost of ownership models for dozens of brands, and the pattern is consistent: the cheaper fabric almost always costs more by the time the customer has received the product and either kept it or returned it.
The true cost of cheaper French terry includes a quality reserve of 5-10% for factory defects, a return rate premium of 8-12% for customer dissatisfaction with wash performance, and the opportunity cost of lost repeat purchases, which collectively can make a $1.50 per-unit fabric saving cost $8.00 per unit in total business impact. At Shanghai Fumao, our French terry might cost $0.80 to $1.50 more per unit at the factory gate than a basic Pakistani supply. But our clients consistently report return rates below 2%, compared to an industry average of 8-15% for comparable products. When you do the math on a $50 retail hoodie, a 10-point reduction in return rate is worth far more than a $1.50 saving on the factory cost. This total cost of quality calculation is the financial truth that purely price-driven sourcing ignores.
What Is the Financial Impact of a 10% Lower Return Rate?
A clothing return is one of the most expensive events in e-commerce. The customer sends back the product. The brand pays for the return shipping label. The warehouse staff inspects the item. If it's resellable, it's re-steamed and repackaged. If it's damaged, it's written off. The original outbound shipping cost is lost. The packaging is lost. The transaction processing fee is often non-refundable. The total cost of processing a return can easily eat 30-40% of the product's gross margin.
A French terry product with a 2% return rate instead of a 12% return rate saves approximately $5,000 per 1,000 units sold in direct return processing costs alone, and preserves the customer lifetime value of those retained buyers who would have churned after a negative quality experience. If the hoodie retails for $50 with a gross margin of $30, a 12% return rate means 120 returns per 1,000 units. Each return costs roughly $12 in shipping, inspection, and repackaging, totaling $1,440 in direct return costs. The 2% return rate produces only 20 returns, costing $240. The direct savings is $1,200. But the larger financial impact comes from the 100 customers who did not return a defective hoodie and instead became repeat buyers. If each of those retained customers buys one additional product at $50 with a $30 margin, that's an additional $3,000 in contribution margin. The total benefit of the lower return rate is north of $4,000 per 1,000 units, dwarfing any $1.50 unit cost difference. This e-commerce return rate economics math is the spreadsheet that cheap fabric sellers hope you never build.
Why Does Wholesale Buyer Compliance Matter for Fabric Standards?
If your brand sells not just direct-to-consumer but also to wholesale retail accounts—boutiques, department stores, specialty chains—you signed a vendor compliance manual when you opened those accounts. That manual specifies fabric performance standards, usually referencing AATCC or ASTM test methods, and it specifies chargebacks if those standards aren't met. A retailer that receives a shipment of hoodies that pill after one wash can legally deduct a "quality violation" charge from your next payment, typically 3-5% of the invoice value, plus the cost of processing the return.
Wholesale retailers enforce chargebacks for quality failures like pilling, dye bleeding, and shrinkage, and using a French terry that doesn't meet their fabric performance specifications can erase the entire wholesale margin on a P.O. through compliance penalty deductions. If you ship 500 hoodies to a boutique chain at a wholesale price of $25, the invoice is $12,500. A 5% quality chargeback is $625. The cost of the returned goods, the shipping, and the administrative staff time to handle the claim can easily double that figure. The $0.75 per unit you saved by choosing the cheaper fabric is obliterated by a single compliance violation. We at Shanghai Fumao design our French terry to meet the standard fabric performance requirements of major US retailers, so our clients can ship to wholesale accounts with confidence. This retail vendor compliance standards alignment is part of the hidden value of a premium fabric supply chain.
Conclusion
The comparison between Shanghai Fumao's French terry and typical Pakistani supply is not a matter of national quality superiority but of market segment positioning. Pakistan has world-class mills that produce exceptional French terry, and we respect the deep textile heritage of that country. The relevant comparison for a brand owner making a sourcing decision is between our premium, longevity-engineered fabric and the cost-optimized, price-driven French terry that dominates the wholesale import market. The differences show up in three measurable, customer-impacting areas. First, yarn quality: we use combed, long-staple, high-twist cotton that resists pilling and maintains loop spring-back, while price-driven supply often uses carded, medium-staple, low-twist cotton that feels soft initially but degrades rapidly. Second, wash durability: our ring-spun loop-back layer retains 85% of its loop height after ten washes, compared to 55-65% retention in typical comparison samples, because we engineer for loop density rather than merely chasing a GSM number. Third, dye integrity: our heather blends use fully fixed reactive dyes that score grade 4.0 or higher on wet crocking tests, avoiding the muddying and bleeding that plague cheaper heather fabrics.
The financial translation of these lab measurements is simple and brutal. A French terry that costs $1.50 more per unit at the factory gate but generates a 10-point lower return rate, eliminates wholesale compliance chargebacks, and retains the repeat-purchase loyalty of customers who love the product for years instead of months is not more expensive. It is significantly cheaper on a total cost of ownership basis. The brand owners who understand this math are the ones who stop chasing the lowest possible ex-factory price and start building supply chains that protect their brand reputation, their Amazon rating, and their wholesale relationships. The fabric is not just a cost of goods sold line item; it is the physical manifestation of the brand promise, and a broken promise on the tenth wash is the most expensive thing a brand can make.
If you are currently evaluating French terry suppliers and want to move beyond a simple GSM and price comparison into a total quality cost analysis, I invite you to start a data-driven conversation with us. We can send you our French terry swatch book with lab test reports, including pilling resistance, wash durability, and crocking fastness data, so you can make your decision based on performance rather than just appearance and price. Contact our Business Director, Elaine, directly at elaine@fumaoclothing.com to request your swatch pack and discuss your specific French terry requirements today.