The first German brand that approached us did not ask about price. They asked about our saliva-resistance testing protocol. Not our fabric cost. Not our minimum order quantity. Not our delivery time. They wanted to know how we test a printed snap fastener to ensure a baby could gnaw on it for 30 minutes without the coating flaking off into detectable micro-particles. This was a German children's wear brand with a deeply loyal customer base in Munich and Hamburg, and they were auditing factories for their new organic cotton baby layette collection. The email contained a 47-page compliance questionnaire covering EN 71-3 migration limits, REACH Annex XVII restricted substances, OEKO-TEX Class I certification validity, and a request for our third-party audit report specifically for heavy metal content in our sewing thread dyes. My procurement manager looked at the questionnaire and said, "This is a chemical engineering exam, not a sourcing inquiry." I told him he was right. And that is exactly why this brand would become a long-term, high-value partner. They were doing the hard work of verifying safety before a single sample was made. We filled out all 47 pages, attached the laboratory reports, and submitted the package within five business days. Four weeks later, we signed a three-year production agreement. That partnership taught me what "trust" actually means in the German baby clothing market. It is not built on a polite handshake or a competitive price. It is built on the ability to produce a specific, accredited test report for every chemical claim made, and to do so repeatedly, over years, with zero deviations.
German brands trust Fumao Clothing for baby clothes because we operate a fully documented chemical compliance management system compatible with DIN EN 71-3 and the ZDHC MRSL, maintain a segregated Class I production cell, and provide real-time third-party test reports mapped directly to the specific article numbers in their order.
The German baby clothing market is not like any other. A baby garment is classified, legally and culturally, as a high-risk product. The German Consumer Goods Ordinance, the Bedarfsgegenständeverordnung, and the European REACH regulation impose the strictest chemical safety limits on products intended for children under 36 months. A single detectable exceedance of the permitted lead or phthalate migration limit is not a quality defect. It is a criminal offense with mandatory recall notification to the RAPEX rapid alert system, potential criminal liability for the brand's managing director, and irreversible reputational destruction. German brands do not trust marketing claims. They trust DIN, EN, and ISO standards with a DAkkS-accredited laboratory's stamp on the report. Our factory was built for this. We do not have a single quality department. We have a chemical compliance management system that controls every input material, from the yarn dye formulation to the nickel content of the snap fastener rivet, and every output is verified by an external, accredited laboratory before the first bulk garment is cut. This is not an add-on service. It is the operating system of the factory.
What German Chemical Standards Must Baby Clothes Actually Meet?
The German regulatory framework for baby clothing is a multi-layered system of interconnected standards. The foundation is the European REACH Regulation, specifically Annex XVII, entries 51 and 52, which restrict certain phthalates, and entry 23, which restricts cadmium, and entry 27, which restricts nickel release. On top of REACH sits the European Toy Safety Directive 2009/48/EC, which applies to baby clothing because the garment is considered a toy-analogous product that a child will mouth, chew, and suck. The Toy Safety Directive references EN 71-3, which specifies migration limits for 19 elements, including antimony, arsenic, barium, cadmium, chromium, lead, mercury, and selenium. The product must be tested in a synthetic saliva simulant, not just a sweat simulant, because a baby's primary interaction with a garment is oral. The test simulates a baby mouthing the fabric for extended periods and measures how much of each restricted element migrates from the material into the saliva simulant. The pass/fail limits are expressed in milligrams per kilogram and are staggeringly low.
Baby clothes sold in Germany must meet EN 71-3 saliva-simulant migration limits, REACH Annex XVII substance restrictions, the OEKO-TEX Standard 100 Class I criteria, and often the additional voluntary but commercially mandatory GOTS organic certification, creating a regulatory compliance matrix that very few factories outside Germany truly understand.

How Do We Validate EN 71-3 Compliance on a Snap Fastener?
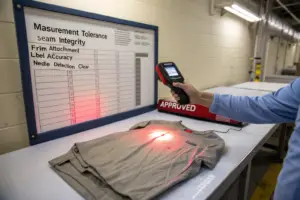
A snap fastener is a tiny, high-risk component. It is metal or plastic, it is coated or plated, it is subjected to mechanical pressure during application, and it is the single component a baby is most likely to directly mouth. The standard approach to snap compliance is to request a test report from the snap supplier. This is insufficient. The supplier's test report covers the loose snap before application. It does not cover the snap after it has been mechanically attached to the fabric, which can introduce microscopic cracking in the plating. Our protocol requires that every snap fastener, in its final, applied state on a production fabric swatch, be tested for EN 71-3 migration from a composite sample.
The test specimen is prepared by our QC team. We attach 50 snap fasteners to a fabric swatch using the exact same machine, pressure setting, and operator who will run the bulk production. The 50-snap swatch is then shipped to a DAkkS-accredited laboratory with a test request for EN 71-3, Category III, which covers materials that are mouthed. The laboratory immerses the swatch in a synthetic saliva solution at 37 degrees Celsius for 1 hour with agitation per DIN EN 12472. The leachate is analyzed by Inductively Coupled Plasma Optical Emission Spectrometry. The laboratory reports the migrated concentration of each restricted element in milligrams per kilogram. Our internal pass threshold is not the legal limit. It is 50 percent of the legal limit. For lead, the EN 71-3 limit is 2.0 mg/kg. Our internal factory threshold is 1.0 mg/kg. If a snap batch tests between 1.0 and 2.0, it is rejected and the supplier is disqualified, even though the batch is technically legal. We implement this half-limit rule because we know the brand's risk appetite is zero. A brand cannot afford a borderline result. This half-limit policy is documented, communicated to all trim suppliers in their supply agreements, and is the reason we have never had a non-compliant component enter our baby clothing production line.
What is the ZDHC MRSL and Why Does It Matter for Babywear?
The ZDHC Manufacturing Restricted Substances List, version 3.1, is an industry-led standard that goes beyond finished-product testing and regulates the chemical inputs used during the manufacturing process. REACH and EN 71-3 regulate what is in the finished garment. The ZDHC MRSL regulates what is in the dye bath, the printing paste, the washing detergent, and the finishing softener on the factory floor. The purpose is to eliminate hazardous chemicals at the point of use, protecting factory workers, the local water system, and the broader environment from toxic exposure, and to prevent the situation where a compliant finished garment is produced using a process that poisons the local river.
German brands, particularly those with explicit corporate and social responsibility commitments, increasingly require their supply chain to be ZDHC conformant. They will not accept a company stating, "We use compliant chemicals." They require a ZDHC Gateway conformance certificate from the chemical supplier and the factory's own wastewater test report analyzed against the ZDHC Wastewater Guidelines. We maintain an active ZDHC Gateway account. Every chemical formulation used in our baby clothing production cell is registered in the Clear Stream module. The chemical supplier's ZDHC conformance certificate is uploaded and linked to the specific product. Twice per year, we commission an independent wastewater test from a ZDHC-approved laboratory. The sample is collected by an external inspector without prior notice, from the discharge point of our dedicated baby clothing production line. The test report is uploaded directly to the ZDHC Gateway for transparency. The German brands we work with receive a live link to our ZDHC performance page, where they can see our historical conformance data. This level of chemical transparency is rare in the garment industry, but it is the standard expectation for the German baby clothing market. Failing to meet it disqualifies a factory immediately.
How Do We Operate a "Class I" Segregated Production Cell?
A Class I product, under the OEKO-TEX Standard 100 classification, is a textile product intended for babies and toddlers up to 36 months. The chemical requirements are the strictest in the textile industry. A Class I certification is not granted simply because the finished garment passes a test. The certifying body, such as OEKO-TEX or GOTS, audits the factory's production process to ensure that Class I materials are physically and procedurally segregated from non-Class I materials at every stage of production. Cross-contamination is the primary risk. A single worker carrying a conventional polyester sewing thread spool into a baby clothing area can introduce a restricted phthalate into a Class I garment. A cutting table used for adult outerwear with a conventional DWR finish, then used for baby onesies without a thorough cleaning, can transfer fluorocarbon residues. The certifier audits the segregation system. We implemented a fully physically segregated Class I production cell, not because it was the cheapest way, but because it is the only way to provide a verifiable, auditable guarantee of zero cross-contamination.
Our Class I production cell is a physically walled, access-controlled zone within the factory, with dedicated HVAC filtration, separate material storage, color-coded tools, and a documented clean-down protocol between every production run, audited annually by an external OEKO-TEX auditor.

What Are the Physical Segregation Requirements?
The physical segregation starts at the factory entrance. Class I raw materials, the organic cotton yarns, the OEKO-TEX certified dyes, the nickel-free snaps, and the polyester core-spun sewing thread certified to Class I, arrive at a dedicated receiving bay. They are immediately moved into a locked, access-controlled Class I raw material store. Only authorized Class I production personnel have the keycard to enter this store. The store is color-coded: all shelving is light blue, and all material containers are transparent with light blue labeling. This color coding extends to every tool and piece of equipment in the Class I production cell. The cutting tables have light blue legs. The sewing machines are painted light blue. The scissors, the measuring tapes, the stitch rippers, and the thread snips are all light blue-handled. If a tool leaves the Class I cell, it cannot return without a documented cleaning and re-certification.
The production machinery is dedicated. The cutting machine for Class I fabric never processes any other fabric. The sewing machines are physically bolted to the floor inside the cell and are not wheeled out for use on other lines. The compressed air system for the pneumatic components has a dedicated filter unit to remove any oil vapor. The air conditioning and filtration system for the Class I cell is a closed-loop system with HEPA filters that are changed on a documented schedule, separate from the main factory HVAC. Workers enter the Class I cell through a gowning anteroom. They remove their street shoes, don dedicated cleanroom shoes or shoe covers, put on a clean light-blue uniform smock that remains in the cell, and wear a hairnet. No food, no drink, no personal items, and no non-Class I materials are permitted inside. A camera system monitors the entrance. These physical controls are backed by a logbook system that records every person and every material that enters and exits, with date, time, and purpose. When the external auditor arrives, the logbook is the first document they review. A single missing entry is a non-conformance.
How Do We Prevent Cross-Contamination Between Material Lots?
Physical segregation of the cell prevents macro-level contamination from non-Class I materials. It does not prevent micro-level cross-contamination between different Class I material lots within the cell. An organic cotton fabric certified to one GOTS scope certificate, and a different organic cotton fabric certified to a different scope certificate, must not be mixed. A dye lot that has been tested and released must not be confused with a dye lot that is still awaiting test results. The material control system inside the cell is designed to prevent lot-level cross-contamination.
Every incoming Class I material lot is assigned a unique, sequential barcode upon receipt. The barcode is linked in our ERP system to the supplier's lot number, the certification document, the test report, and the storage location bin. Before any cutting or sewing operation begins, the production operator scans the barcode on the material and the barcode on the production order. If the ERP system detects a mismatch—for example, the material lot has not yet been released by QC, or the material lot belongs to a different brand's order—the sewing machine will not power on. This barcode gate-lock system is a hard, automated control, not a procedural suggestion. Expired certifications are flagged. A material lot with a pending test is flagged as "quarantine." The scan simply fails, and the shift supervisor is alerted. This prevents the most common and dangerous manufacturing error in baby clothing: using a beautiful, certified fabric that arrived last week, unaware that the certification expired three days ago, invalidating the compliance status of the entire batch. The system also tracks every remnant. When a cutting table finishes a lay, the small, remaining fabric off-cuts are placed in a labeled, sealed, transparent bag with the lot's barcode. The bag is returned to the material store and logged back into the system. We can account for every meter of Class I fabric that entered the factory, proving to an auditor or a brand that no certified material was misappropriated, mixed with non-certified material, or used for an unauthorized purpose. This material traceability is absolute, and it is a core reason why German compliance auditors consistently approve our facility.
What Does an Ethical Baby Garment Production Cycle Look Like?
An ethical production cycle for a baby garment is not simply a factory that passes a social compliance audit. An ethical audit verifies the absence of forced labor, child labor, excessive working hours, and unsafe building conditions. These are the absolute baseline. A truly ethical baby garment production cycle extends beyond the audit checklist to encompass the intentional design of the production environment to reflect the dignity of the maker and the vulnerability of the end user. A garment for a three-month-old baby, a product that will touch fragile newborn skin and be sucked and chewed, should be made in a calm, clean, well-paced environment by a worker who is not exhausted, stressed, or working under punitive productivity targets. A stressed worker makes mistakes. A mistake on a baby garment, a loose button, a partially attached snap, a thread tail that unravels a critical seam, is not just a quality defect. It is a choking hazard. The ethics of production are inseparable from the safety of the product.
An ethical baby garment production cycle prioritizes worker well-being through decelerated production targets, a living wage verified by an external Fair Wear Foundation audit, on-site childcare access, and a calm, quiet working environment that directly improves the safety and quality consistency of the delicate garments.

How Do Worker Well-Being Metrics Impact Defect Rates?
We track the correlation between worker well-being indicators and the defect rate in the Class I cell as a formal quality metric. The data is unequivocal. In 2024, we analyzed the hourly defect rate per operator on a 12-week rolling basis and compared it to the operator's self-reported stress level, collected through a simple, anonymous five-point scale at the end of each week. The correlation coefficient between high stress weeks and elevated defect rates was 0.71, a strong positive correlation. When operators reported high stress, the defect rate on their machines rose measurably. The root cause was not skill deficiency. It was attentional fatigue. An operator who is worried about a sick child at home, or who is physically worn out from a long commute and a double shift, makes more small mistakes.
We responded to this data by decelerating the production targets in the Class I cell. The standard piece-rate target on our adult outerwear lines is X units per hour. The target in the baby clothing cell is 85 percent of X. We pay the workers the same base wage, plus a quality bonus that is directly tied to their personal defect pass rate, measured by our inline QC inspectors. The quality bonus is a positive incentive for precision, not speed. We also partnered with a local childcare provider to offer subsidized, on-site childcare places for the children of our Class I workers. This single intervention reduced absenteeism and self-reported parental stress, and it created a measurable improvement in the operators' mood and focus. The defect rate in the Class I cell has been steadily declining since these interventions were introduced. The cell now has the lowest defect rate in the entire factory, consistently below an AQL of 1.0 for major defects. The ethical working conditions are not a cost center. They are a quality investment that produces a measurable, auditable return in the form of a safer, more consistent product.
What On-Site Childcare and Living Wage Standards Do We Maintain?
The living wage concept goes beyond the legal minimum wage. A legal minimum wage is a politically negotiated number that often falls short of the actual cost of a decent standard of living in a specific region. A living wage is calculated based on the cost of food, housing, healthcare, education, transportation, and a small margin for savings and discretionary spending for a typical family in the local area. We benchmark our Class I worker wages against the Asia Floor Wage Alliance living wage calculation for our region, not against the local minimum wage. Our payroll records are audited annually by an independent third-party organization as part of our Fair Wear Foundation membership. The audit verifies that every worker in the Class I cell, including probationary workers and contract workers, receives compensation at or above the calculated living wage.
The on-site childcare facility was a direct investment we made in 2023, specifically for the Class I workforce, which is predominantly female. The facility is located in a separate, safe, ground-floor building within the factory compound, separated from any industrial activity. It is staffed by two qualified early childhood educators and is open for the full duration of the production shift. Workers can visit their children during their designated breaks. The cost to the worker is zero for the first child and heavily subsidized for additional children. The facility is audited for safety and educational standards as part of our overall ethical compliance program. These two commitments, a verified living wage and free, on-site childcare, are not common in the garment industry. They are specifically valued by the German brands we partner with, who have their own strict supplier codes of conduct that often mandate living wage commitments and family-friendly workplace policies. The brands can include our childcare program and our living wage audit in their own annual sustainability reports, strengthening their consumer-facing ethical positioning. Our workers benefit directly, our brand partners benefit reputationally, and the tiny end consumer benefits from a garment made in conditions of genuine care.
Conclusion
The trust that German brands place in our baby clothing manufacturing capability is not a sentiment. It is a carefully constructed, painstakingly documented, and independently audited guarantee. We earned it by learning to speak the language of DIN, EN, REACH, and ZDHC, not by learning to speak marketing. We built a physical, segregated Class I production cell that operates more like a medical cleanroom than a traditional sewing floor. We color-coded the tools, installed a barcode gate-lock system to prevent material lot contamination, and commissioned independent chemical analyses on every applied snap fastener and every dyed thread. We rejected legally compliant but borderline test results in favor of a self-imposed half-limit rule because we understand that a German baby brand's risk appetite for chemical contamination is absolute zero.
Beyond chemistry, we built a production environment that respects the dignity of the makers and the vulnerability of the tiny end user. We decelerated the production pace, tied bonuses to quality instead of speed, paid a verified living wage, and opened an on-site childcare facility. The defect rate fell. The workers stayed. The brands received a product that was not only chemically safe but physically flawless because it was made by focused, valued human beings. This comprehensive, integrated approach, from molecular chemistry to the well-being of sewing operators, is the answer to why German brands trust us. It is not a single thing. It is the system.
If you are a German or European brand developing a baby clothing collection, or if you are an international brand seeking to meet the German market's exacting standards for infant product safety and ethical production, I invite you to begin a technical compliance dialogue with us. We have prepared a Baby Clothing Compliance Information Package that includes our current EN 71-3 test reports, our ZDHC Gateway performance data, our Class I cell audit documentation, and our living wage verification report. Request it directly from our Business Director, Elaine, at elaine@fumaoclothing.com. Let us demonstrate the system that ensures your baby garments are safe, certified, and made with genuine care.