A Chicago-based premium basics brand once approved a beautiful custom-dyed burgundy cotton jersey based on a visual inspection and a soft hand feel. The lab dip matched the Pantone chip perfectly. The fabric draped beautifully on the sample garment. The bulk order of 3,500 burgundy t-shirts arrived at the brand's warehouse, was shipped to wholesale accounts, and hit the retail floor. Within four weeks, the returns began. The burgundy was fading to a dull, pinkish-brown after as few as five domestic washes. The fabric had never been tested for wash fastness. The dye had been poorly fixed to the cotton fibers, and the beautiful, approved color was literally washing down the drain with every laundry cycle. The brand's wholesale accounts cancelled their reorders, and the brand spent the following season rebuilding trust with retailers who had been burned by the color-fading disaster.
To properly test the durability of custom dyed wholesale fabrics before bulk production, you must conduct a five-test durability protocol on the approved lab dip fabric: a Colorfastness to Laundering test per AATCC 61 that simulates multiple home washes, a Colorfastness to Crocking test per AATCC 8 that measures dry and wet dye rub-off, a Tensile Strength test per ASTM D5034 that measures the fabric's resistance to tearing, a Martindale Abrasion test per ASTM D4966 that measures surface wear resistance, and a Dimensional Stability test per AATCC 135 that measures shrinkage after washing, all conducted on a sample of the actual custom-dyed fabric—not on an undyed greige sample—because the dyeing process itself can alter the fabric's physical properties, and a fabric that passed these tests in its undyed state may fail them after the dye chemistry has been applied.
At Shanghai Fumao, I do not release a custom-dyed fabric to the cutting table until every one of these five tests has been completed on the dyed fabric sample, the results have been documented in a test report, and every result falls within the agreed acceptable range. A visual inspection and a hand feel check are not durability tests. They are first impressions.
Why Does "Colorfastness to Laundering" Testing Reveal the Hidden Disaster of Poorly Fixed Dye Molecules?
A San Diego-based resort wear brand once fell in love with a custom-dyed coral linen that was visually stunning. The color was a vibrant, tropical shade that perfectly captured the brand's aesthetic. The brand approved the lab dip after a visual inspection and a quick hand-feel check. The bulk order of 2,000 coral linen shirts arrived at the brand's boutique and wholesale accounts. Customers loved the color. Then they washed the shirts. The coral that had looked so brilliant on the hanger faded after two washes to a weak, pale peach. The dye molecules had not been properly fixed to the linen fibers during the dyeing process, and the brand had not required a wash fastness test on the lab dip. The entire production run was effectively disposable after three washes.
Colorfastness to laundering testing reveals the hidden disaster of poorly fixed dye molecules by subjecting the custom-dyed fabric sample to an accelerated laundering simulation under controlled laboratory conditions per AATCC 61, which replicates the mechanical agitation, water temperature, and detergent exposure of multiple home washes in a compressed timeframe, and then measuring the degree of color change against a standardized grey scale where a rating of 4-5 indicates excellent color retention and a rating below 3-4 indicates unacceptable fading that will generate customer returns, negative reviews, and wholesale account cancellations after the garments enter the consumer's laundry cycle.
A fabric can look perfectly beautiful on the bolt, on the hanger, and even during the first wear. The true test of the dye's durability occurs when the garment is submerged in warm water with detergent and mechanically agitated—the exact conditions of a home washing machine. The AATCC 61 accelerated test compresses multiple home washes into a single laboratory test cycle, revealing in hours what would take a consumer weeks to discover.

How Does the "AATCC 61 Accelerated Laundering Test" Compress 5 Home Washes Into a Single 45-Minute Laboratory Cycle?
The test uses a specialized machine called a Launder-Ometer, which places the dyed fabric sample in a sealed stainless steel canister with a standardized detergent solution and stainless steel balls that simulate mechanical agitation. The temperature is elevated to accelerate the chemical reaction, and the mechanical action is more intense than a home machine. One 45-minute test cycle at the appropriate temperature approximates the color loss of five home washes.
Why Is the "Grey Scale Rating" of 4-5 the Minimum Acceptable Standard for Any Garment Sold Through Wholesale Channels?
A grey scale rating of 4-5 means that the color change is barely perceptible to the trained eye after the equivalent of multiple home washes. A rating of 3-4 means the color change is noticeable, and a retail customer will perceive the garment as "faded" or "defective." Wholesale accounts track return rates by brand, and a brand with a high return rate due to color fading will lose its shelf placement.
How Does "Crocking Fastness" Testing Prevent the Embarrassing "Dye Transfer Onto the Customer's White Sofa" Scenario?
A New York luxury loungewear brand once launched a line of deep indigo cashmere-blend joggers that were a critical and commercial success. The color was a rich, saturated midnight blue that looked incredibly premium. A customer wore her new joggers on a crisp white linen sofa. When she stood up, the sofa cushion showed a faint but unmistakable blue-grey stain where she had been sitting. The indigo dye had not been properly fixed and was transferring onto the furniture through dry friction alone—the customer's body weight and slight movement were enough to rub the dye off the fabric surface. She posted a photo of the stained sofa on social media. The post went viral. The brand's customer service team spent weeks processing returns and issuing refunds.
Crocking fastness testing prevents the embarrassing dye transfer scenario by using a Crockmeter machine to rub a standard white cotton test cloth against the dyed fabric sample under a controlled pressure of 9 Newtons, first in a dry state to measure dry crocking and then in a wet state with the test cloth moistened with water to measure wet crocking, and then evaluating the amount of color transferred onto the white cloth against a standardized grey scale where a dry crocking rating of 4 or higher and a wet crocking rating of 3 or higher are the minimum acceptable standards for a garment that will contact other surfaces, other garments, or the consumer's skin.
A dye that looks beautiful but transfers onto skin, underwear, furniture, or other garments is a commercially defective product. The crocking test simulates the friction that occurs during normal wear—sitting on a chair, rubbing against a jacket lining, crossing and uncrossing legs—and measures whether the dye remains on the fabric or migrates to the contacting surface.

How Does "Wet Crocking" Testing Reveal a Dye Instability That "Dry Crocking" Alone Misses?
A dye that passes dry crocking may still fail wet crocking because water weakens the mechanical bond between the dye molecule and the fiber. A consumer wearing a dark denim jacket in light rain may experience dye transfer onto a light-colored shirt underneath. The wet crocking test simulates this condition and catches the instability that dry testing alone does not reveal.
Why Is the "9 Newton Pressure Standard" on the Crockmeter Finger Calibrated to Simulate the Pressure of a Human Body Sitting?
The 9 Newton pressure corresponds to the approximate force exerted by a 70-kilogram adult sitting on a fabric surface. It is not an arbitrary number; it is a biomechanical approximation of the real-world friction force that the garment will experience.
What "Tensile Strength and Tear Resistance" Changes Occur During the Dyeing Process That Undyed Fabric Testing Cannot Predict?
A Portland-based workwear brand once tested their cotton canvas fabric extensively before dyeing and confirmed an impressive tensile strength of 420 Newtons. The fabric was then custom-dyed to a deep, rich olive green. The brand, believing the pre-dye test results were still valid, approved the fabric for bulk production without re-testing after dyeing. The bulk jackets were produced and shipped to their trade wholesale accounts. Within six weeks, the jackets were being returned with torn shoulder seams and ripped pocket corners. The dyeing process—specifically the prolonged exposure to high-temperature water and the specific chemicals in the olive dye formulation—had degraded the cotton fibers by approximately 30%, reducing the post-dye tensile strength to below 300 Newtons. The pre-dye test was accurate. It was also irrelevant to the post-dye reality.
The dyeing process can alter a fabric's tensile strength and tear resistance because the high-temperature water, chemical dye auxiliaries, leveling agents, and finishing softeners used in the dye bath and subsequent finishing processes can hydrolyze or weaken the cellulose chains in cotton, degrade the polymer structure in polyester, or strip natural oils from wool, resulting in a post-dye tensile strength that is 15-30% lower than the pre-dye measurement, a change that only a post-dye tensile strength test per ASTM D5034 and a post-dye tear resistance test per ASTM D1424, conducted on a sample of the actual custom-dyed fabric, can detect and quantify before bulk cutting begins.
The undyed greige fabric is the raw material. The custom-dyed fabric is the finished product. Testing the raw material and assuming the finished product will have the same properties is a fundamental quality assurance error. The dye bath is a chemically active environment that can degrade fibers, and the only way to know the fabric's true post-dye strength is to test it after the dyeing process is complete.

How Does "Cellulose Hydrolysis" During High-Temperature Reactive Dyeing Reduce Cotton Tensile Strength?
Reactive dyes bond to cotton fibers in a high-temperature, alkaline environment. The alkaline conditions and the prolonged exposure to hot water can break some of the long cellulose polymer chains that give cotton its strength, a process called hydrolysis. The longer and hotter the dye cycle, the greater the potential strength loss.
Why Should "Tear Resistance" Be Tested in Both the Warp and Weft Directions?
Fabrics are anisotropic—their properties differ depending on the direction of force. A fabric may have excellent tear resistance along the warp yarns but significantly lower resistance along the weft yarns, or vice versa. The tear test must be performed in both directions, and both results must meet the specified minimum.
How Does a "Martindale Abrasion Test" on the Dyed Fabric Predict Whether a Garment Will Pill, Fuzz, or Develop Holes After Repeated Wear?
A Nashville-based casualwear brand once ordered a beautiful custom-dyed heathered grey French terry fabric for a line of premium sweatshirts. The fabric was soft, had a beautiful drape, and the heathered color was perfectly on-trend. The brand did not require a Martindale abrasion test. The sweatshirts launched, sold well, and then the complaints began. The fabric was pilling excessively after minimal wear, developing small, rough balls of tangled fibers on the surface that made the sweatshirts look old and worn after only a few uses. The dyeing and finishing process had weakened the surface fibers, and the fabric's abrasion resistance—which had been adequate in its undyed state—had been significantly reduced.
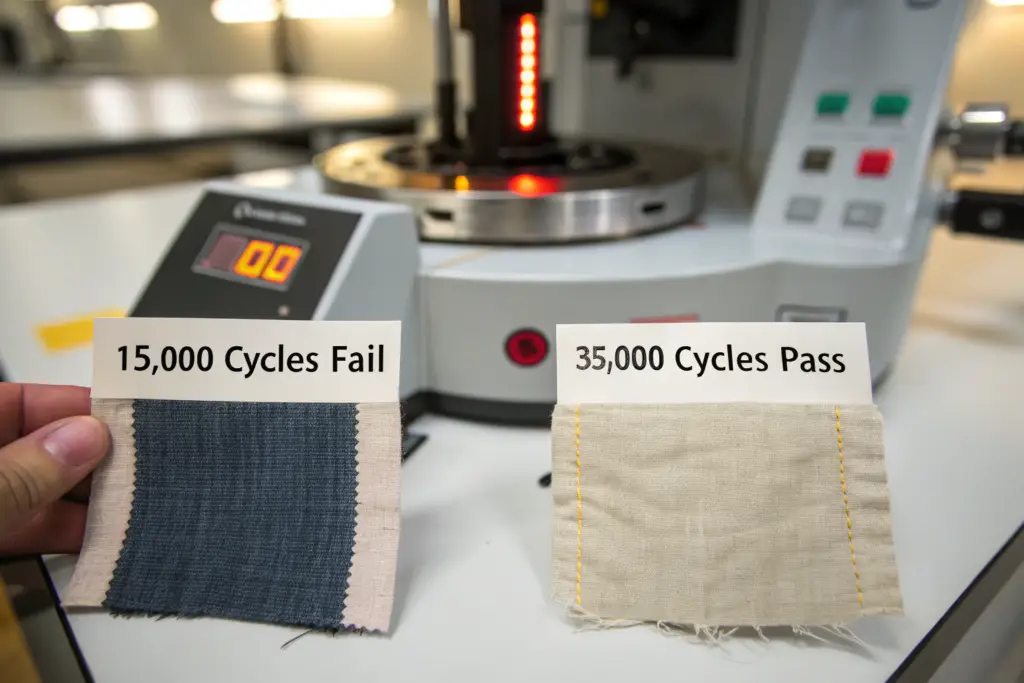
A Martindale abrasion test on the custom-dyed fabric predicts pilling, fuzzing, and hole formation by mounting the dyed fabric sample on a Martindale machine that rubs the fabric against a standard wool abradant in a controlled, repeating circular motion under a specified pressure, and then evaluating the fabric surface at predetermined cycle intervals—5,000, 10,000, 15,000, 25,000, and 35,000 cycles—for the onset of pilling, surface fuzz, or fiber breakage, providing a quantitative prediction of how the garment will withstand the friction of normal wear against chairs, car seats, backpacks, and other surfaces over its usable lifetime.
A fabric that pills heavily after 10,000 Martindale cycles will look worn and unattractive within a few months of normal wear. A fabric that remains smooth and intact after 35,000 cycles will maintain its premium appearance for years. The Martindale number is a direct predictor of the customer's long-term satisfaction with the garment's appearance.
What Is the Minimum Acceptable Martindale Cycle Count for Different Garment Categories?
For lightweight tops and dresses, a minimum of 15,000-20,000 cycles is generally acceptable. For bottoms, trousers, and outerwear that experience more friction, a minimum of 25,000-35,000 cycles is required. For school uniforms, workwear, and other heavy-use garments, a minimum of 35,000-45,000 cycles should be specified.
Why Must the "Abrasion Test Be Stopped and Evaluated at Multiple Interval Points" Rather Than Just at the End Point?
The end-point failure—a hole—is the final outcome. The intermediate evaluations at 5,000 and 10,000 cycles reveal surface pilling and fuzzing that may make the garment unsellable long before a hole develops. A garment that pills heavily at 10,000 cycles is commercially defective even if no hole appears until 30,000 cycles.
How Does "Dimensional Stability" Testing Ensure the Garment Fits After Washing and Does Not Shrink 4%?
A Denver-based outdoor apparel brand once approved a beautiful, custom-dyed cotton-nylon blend fabric for a line of fitted hiking pants. The fabric was tested for colorfastness, crocking, tensile strength, and abrasion—and passed all tests. It was not tested for dimensional stability. The pants were produced, shipped, and sold. Customers washed them. The pants shrank by nearly 4% in length and 2.5% in width. The carefully designed slim fit became uncomfortably tight. The articulated knee placement shifted downward and no longer aligned with the wearer's actual knee. The pants were returned en masse, not because of a color or strength failure, but because they no longer fit.
Dimensional stability testing per AATCC 135 measures the percentage of shrinkage or growth that occurs when the custom-dyed fabric is subjected to a standardized home laundering cycle and tumble drying, and a custom-dyed fabric must demonstrate a shrinkage of no more than 2-3% in both the warp and weft directions to ensure that the finished garment will maintain its designed fit and proportion after repeated consumer washing, with any fabric exceeding 3% shrinkage being rejected or requiring a pre-shrinking process, such as mechanical sanforization or a controlled wash-and-dry cycle, before it is released to the cutting table.
A garment that fits perfectly on the mannequin and in the fitting room but shrinks after the first wash is a defective garment. The dimensional stability test simulates the consumer's laundry experience before the fabric is cut, ensuring that the garment the customer buys is the garment the customer keeps, wash after wash.
How Does "Tumble Drying" in the Dimensional Stability Test Reveal Shrinkage That Line Drying Alone Does Not?
Many consumers tumble dry their clothing despite care labels recommending line drying. The AATCC 135 test includes a tumble drying cycle to replicate real consumer behavior. A fabric that only shrinks 1% with line drying may shrink 3-4% with tumble drying, and the test must account for this real-world usage.
Why Must the Dimensional Stability Test Be Performed on the "Dyed and Finished Fabric" Rather Than on the Undyed Greige?
The dyeing and finishing processes introduce heat, moisture, and mechanical tension that can relax or set the fabric's internal stresses differently than the greige state. A fabric that was dimensionally stable before dyeing may shrink significantly after dyeing because the tension applied during the finishing process relaxes during the first home wash.
Conclusion
Properly testing the durability of custom-dyed wholesale fabrics before bulk production requires a five-test protocol that examines the fabric's performance across every dimension that matters to the end consumer. Colorfastness to laundering ensures the beautiful color survives the washing machine. Crocking fastness ensures the dye does not transfer onto furniture, skin, or other garments. Post-dye tensile and tear strength testing reveals the structural weakening that the dye chemistry may have caused. Martindale abrasion testing predicts the pilling, fuzzing, and wear that will determine the garment's long-term appearance. Dimensional stability testing guarantees that the garment will still fit after repeated washing and drying.
At Shanghai Fumao, I require all five tests on every custom-dyed fabric before it is released to my cutting tables. My fabric sourcing team sends the lab dip sample to an accredited third-party laboratory, and the test report is reviewed and filed before the bulk fabric order is confirmed. A beautiful color is a promise to the customer. These five tests are the verification that the promise will be kept.
If you are a brand buyer preparing to order custom-dyed fabrics for your next collection, and you want a manufacturing partner who tests fabric durability as rigorously as you expect your customers to test your garments, contact my Business Director, Elaine. She can share our fabric durability testing protocol, our acceptable performance thresholds for each test, and sample test reports from our recent custom-dyed fabric orders. Reach Elaine at: elaine@fumaoclothing.com. Test the fabric before you cut it, or your customers will test it for you.