Ten years ago, a "performance shirt" meant a heavy cotton tee that soaked up sweat and stayed wet for hours. Today, that same shirt can cool your skin, repel mosquitoes, monitor your heart rate, and biodegrade in a landfill in five years instead of five hundred. The pace of innovation in textile technology is staggering. For an apparel brand owner, this is both exciting and terrifying. Exciting because you can offer your customers genuinely life-changing products. Terrifying because if you fall behind on these technologies, your collection looks dated overnight.
The most innovative fabric technologies for performance apparel fall into four core categories: adaptive thermoregulation that actively manages body heat, bio-based and biodegradable synthetics that solve the microplastic problem, advanced moisture management that goes far beyond simple wicking, and integrated textile sensors that turn clothing into health monitoring platforms. These are not lab experiments. These fabrics are on the market right now, being worn by everyday consumers, and they are reshaping what customers expect from their activewear, outerwear, and everyday clothing.
At Shanghai Fumao, we have made it our business to stay on the cutting edge of these materials. Our wholesale partners rely on us not just to sew garments, but to source the right performance fabrics that give their brands a competitive edge. Let me walk you through the technologies that are moving from the trade show floor to the retail floor, and explain how they can transform your next collection.
How Does Phase Change Material Technology Regulate Body Temperature?
Have you ever stepped out of an air-conditioned car into a hot parking lot and immediately started sweating through your shirt? Or walked from a warm building into freezing cold and felt the chill cut right through your jacket? Traditional fabrics are passive. They trap air or they do not. They have no ability to actively manage temperature changes. Phase Change Materials change that.
Originally developed by NASA for astronaut gloves, PCM technology is now available in commercial apparel. It is one of the most effective, yet least visible, performance technologies on the market. Let's break down how it works and why your customers will pay a premium for it.
What Exactly Are Microencapsulated Phase Change Materials?
Imagine billions of tiny wax capsules embedded in the fibers of your shirt. These capsules contain a special paraffin compound. At a specific temperature—say, 85°F (29°C)—the wax inside the capsule melts. When a material melts, it absorbs a massive amount of heat without getting hotter itself. This is basic thermodynamics. The melting wax pulls excess heat away from your skin, cooling you down.
When your body temperature drops—say, you stop running and cool off—the liquid wax solidifies. When a material solidifies, it releases the stored heat back toward your body, warming you up. This is a bidirectional, proactive temperature regulation system.
We produced a line of running shirts last year for a brand that targets marathon runners. They used a fabric from Outlast Technologies, the leading commercial provider of PCM. The brand's marketing tagline was "Your Personal Microclimate." Customer reviews were remarkable. Runners reported feeling noticeably less overheated in the final miles of a race. They also reported not getting the post-race chills while waiting for their gear check. The shirt was priced $25 higher than their standard running tee. It sold out in three weeks.
From a manufacturing perspective, working with PCM fabrics requires care. The microcapsules can be damaged by high heat. We use lower-temperature curing processes for printed logos and we avoid heavy steam pressing on the finished garment. But the result is a product that genuinely solves a problem no traditional fabric can touch.
How Do You Test And Verify PCM Performance Claims?
As a brand owner, you need to be skeptical of marketing claims. How do you know the PCM in the fabric is actually doing something? There are standardized tests.
The most relevant test is ASTM D7024, which measures the "Thermal Effusivity" or the rate at which a fabric absorbs heat. A fabric with effective PCM will show a measurable delay in temperature rise when exposed to a heat source. We use a third-party lab to verify these numbers on our PCM fabric batches.
For your customers, you cannot show them a lab report. But you can describe the sensation. One of our brand partners includes a simple insert card with their PCM garments. It reads: "This fabric is clinically proven to reduce skin temperature by up to 3°F during activity. Touch the fabric. It will feel cool to the touch within seconds." This simple, verifiable claim builds trust and justifies the premium price point.
Why Are Bio-Based Synthetics The Future Of Sustainable Activewear?
The dirty secret of performance apparel is that it is almost entirely made from plastic. Nylon, polyester, spandex. All derived from petroleum. All shedding microplastics into the water supply every time they are washed. Consumers are waking up to this reality. They want the performance of synthetic fabrics without the environmental guilt. Bio-based synthetics are the answer.
This is not about greenwashing with a tiny percentage of "eco" fiber. This is about a fundamental shift in the raw material supply chain. At Shanghai Fumao, we are seeing more and more of our wholesale partners request these materials. Let's look at the specific technologies that are leading this change.

How Does Castor Bean Oil Replace Petroleum In Nylon Production?
Traditional Nylon 6 and Nylon 6,6 are made from crude oil. The process is energy-intensive and relies on a finite resource. Bio-based Nylon, specifically PA11 and certain grades of PA10, is made from castor oil extracted from castor beans. Castor plants grow on marginal land that is not suitable for food crops. They do not compete with the food supply.
The resulting fiber is chemically almost identical to traditional nylon. It has the same strength, elasticity, and dyeability. But its carbon footprint is significantly lower. A leading material in this space is Econyl, which is regenerated nylon made from waste like fishing nets and fabric scraps. Another is EVO by Fulgar, which is a bio-based yarn derived entirely from castor oil.
Last season, we produced a line of seamless leggings for a women's activewear brand using EVO Nylon blended with Roica stretch fiber. The brand's customer base is highly educated on sustainability. They had been asking for a "plastic-free legging" for years. While EVO is still technically a polyamide (plastic), it is plant-based plastic. The brand was able to market the legging with a clear, verifiable claim: "Made with 62% Castor Bean-Derived Nylon." The launch was their most successful product drop in company history. The demand for this material currently exceeds the supply.
What Role Do Polylactic Acid Fibers Play In Biodegradability?
Polylactic Acid (PLA) is a polyester made from fermented plant starch, usually corn or sugarcane. Unlike petroleum-based polyester, PLA is industrially compostable and biodegrades in specific conditions. This is a critical distinction. PLA will not break down quickly in your home compost pile or in the ocean. It requires the high heat and specific microbes of an industrial composting facility. But it will break down into harmless organic compounds, unlike traditional polyester which will sit in a landfill for centuries.
PLA has some unique performance properties that are beneficial for apparel. It has excellent moisture wicking capabilities. It is also naturally odor-resistant because bacteria do not adhere to its surface as easily as they do to polyester.
However, PLA has limitations. It has a lower melting point than traditional polyester, which means you cannot iron it on a high setting. It also has less stretch and recovery. We typically blend PLA with a small percentage of spandex or use it in woven applications where stretch is not the primary requirement. A client of ours producing men's golf shirts used a PLA/Tencel blend for their summer collection. The shirts had a beautiful drape, wicked sweat effectively, and the brand could claim a 90% bio-based content. For the golfer who cares about the environment, this was a compelling purchase decision.
What Advancements Are Being Made In Moisture Wicking And Odor Control?
For decades, "moisture wicking" meant a chemical coating applied to polyester. The coating washed off after ten laundry cycles. The shirt went from high-performance to smelly and clammy. "Odor control" meant more chemicals, often triclosan or nanosilver, which raised concerns about skin absorption and environmental toxicity. The new generation of moisture and odor technologies is different. It is built into the fiber itself, not painted on the surface.
At our factory, we see the return data. Garments that lose their wicking performance after washing generate complaints and returns. Garments with permanent, inherent performance generate loyal repeat customers. Let's examine the technologies that are solving these problems for good.
How Do Permanent Fiber Modifications Outperform Topical Coatings?
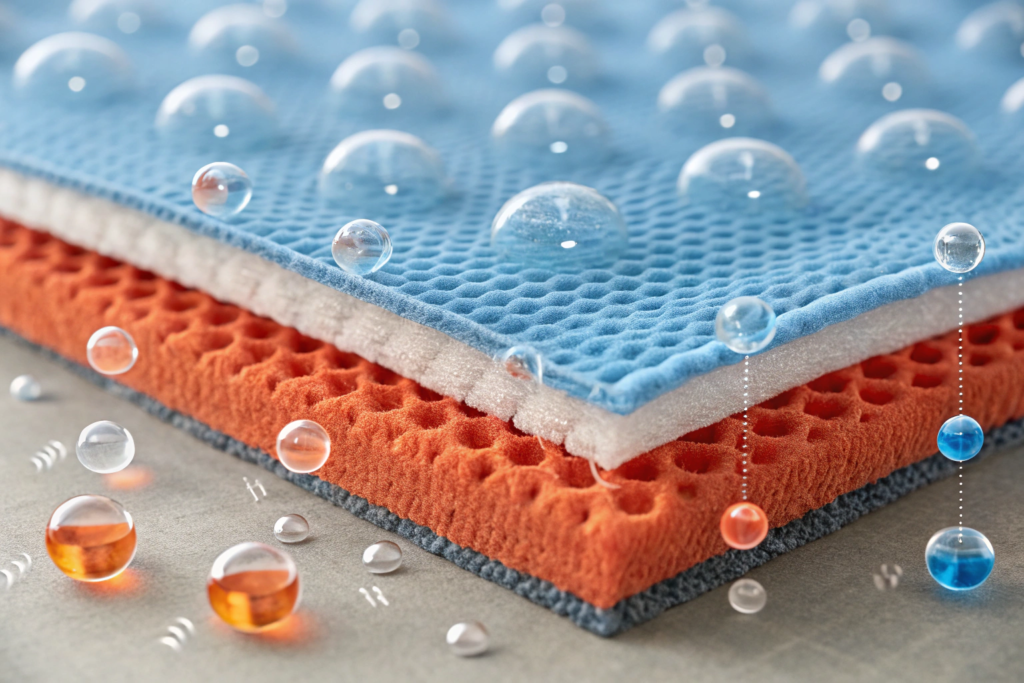
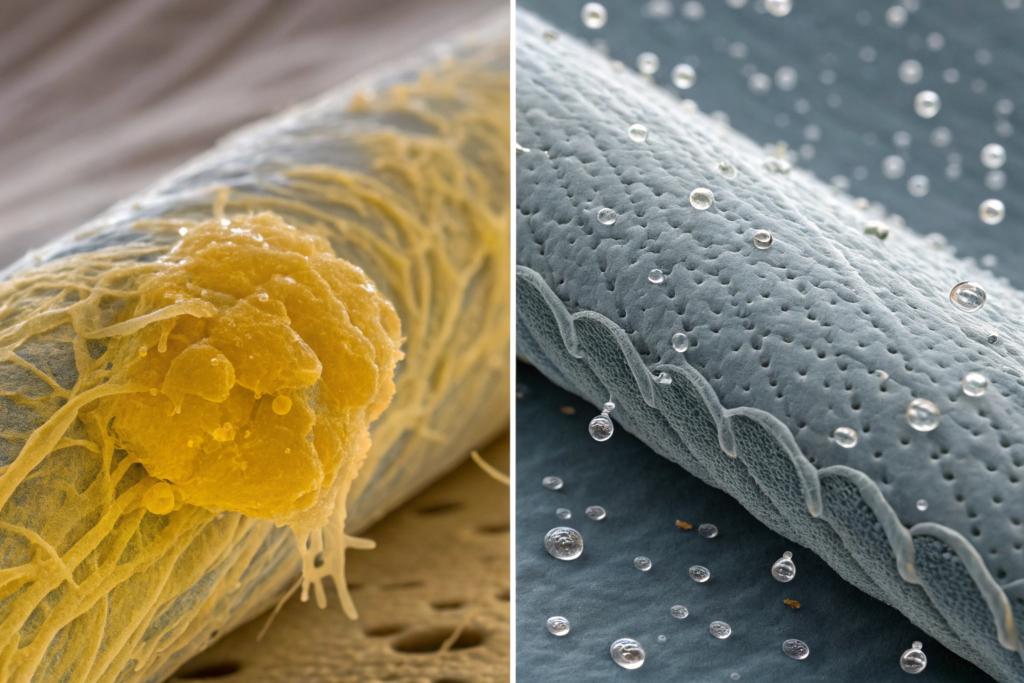
The innovation here is physical, not chemical. Scientists have learned how to change the cross-sectional shape of the fiber as it is extruded from the spinneret. Instead of a smooth, round rod, the fiber can be extruded with deep channels, grooves, or a multi-lobal shape.
These channels act like tiny gutters on the surface of the fiber. They use capillary action to pull moisture away from the skin and spread it over a much larger surface area. This accelerates evaporation dramatically. Because the channel is part of the physical structure of the fiber, it cannot wash off. It is permanent.
A leading example is Coolmax EcoMade technology from The LYCRA Company. The fiber cross-section is engineered for maximum surface area. We use this in our men's performance polo program. One of our wholesale partners, a corporate uniform supplier, switched to Coolmax polos for their hospitality clients two years ago. They reported a 70% reduction in complaints about employees feeling hot and sweaty during shifts. The upfront fabric cost was about 8% higher, but the long-term customer satisfaction and reorder rate more than justified the investment.
Is Mineral-Based Odor Control Safer Than Chemical Treatments?
Odor in activewear is caused by bacteria feeding on sweat and dead skin cells. Traditional treatments kill the bacteria with antimicrobial chemicals. The problem is that these chemicals can leach out in the wash and into the environment. They can also kill beneficial bacteria on your skin.
The alternative is mineral-based odor control, specifically Zinc Oxide or Silver Ions embedded inside the fiber matrix. Because the active ingredient is trapped inside the polymer, it does not wash off and does not come into significant contact with your skin. It simply creates an environment on the fabric surface where odor-causing bacteria cannot thrive.
We produce a line of travel clothing for a brand that uses Polygiene StayFresh technology, which is based on recycled silver chloride. The brand's core promise is that you can wear the shirt for a week of travel and it will not smell. This is a bold claim. To verify it, the brand did a small guerrilla marketing campaign. They gave shirts to twenty travel bloggers and asked them to wear them for seven days straight on a trip and report back. The resulting user-generated content was gold. Real people, real trips, real lack of odor. The technology delivered on its promise. For a brand, this kind of verifiable performance creates a moat around your business that competitors cannot easily cross.
Can Smart Textiles And Wearable Tech Be Scaled For Wholesale Production?
For years, "wearable tech" meant a bulky plastic band strapped to your wrist or a chest strap that dug into your skin. It was ugly, uncomfortable, and required charging every night. That era is ending. The new frontier is smart textiles, where the sensor is the fabric. The shirt you wear to the gym can monitor your heart rate, breathing, and posture. The challenge for brands has always been: can we actually manufacture this at scale, at a reasonable cost, with acceptable durability?
The answer, finally, is trending toward yes. We are actively working with several technology partners to bring these innovations to our wholesale clients. Here is where the technology stands today from a factory floor perspective.

How Are Conductive Yarns Integrated Into Seamless Knitting?
The key to comfortable smart clothing is replacing rigid wires with conductive yarns. These are standard textile yarns—like nylon or polyester—that have been coated with a thin layer of conductive material, usually silver or graphene. They look and feel like normal yarn. They can be knitted on standard seamless knitting machines.
By programming the machine to place the conductive yarn in specific locations, we can create textile electrodes. A band of conductive yarn around the chest can pick up the electrical signals of the heartbeat. A band around the ribcage can measure respiration by detecting the stretch of the fabric.
The breakthrough for wholesale production has been in durability and washability. Early conductive yarns would corrode or lose conductivity after a few washes. The current generation of yarns, from suppliers like Statex or Myant, is engineered to withstand at least 50 industrial laundry cycles. This makes them viable for consumer apparel, not just medical devices.
We produced a pilot run of ECG-monitoring sports bras for a fitness tech startup last year. The bra itself was knitted on our standard seamless machines. The only difference was the use of silver-coated nylon in the chest band area. The garment looked and felt like a premium sports bra. It connected to a small, detachable Bluetooth pod that snapped onto the garment. The user could track their full heart rhythm during a workout. The brand sold the system for $149. They sold out of their initial 2,000-unit run.
What Are The Current Limitations For Mass Market Smart Apparel?
I need to be honest about the state of the technology. We are not yet at the point where every t-shirt can track your steps. There are real limitations that brands need to understand before launching a smart apparel line.
- The Electronics Pod: The textile is the sensor, but you still need a small, rigid electronic device to process the signal and transmit it via Bluetooth. This pod needs to be removed for washing. Managing the pod inventory, charging, and pairing is a significant customer service challenge.
- Cost: Conductive yarns are expensive. Silver is a precious metal. A smart garment can easily cost three to five times more to manufacture than a standard performance garment.
- Accuracy and Regulatory Claims: If you claim your shirt measures heart rate, it becomes a medical device in the eyes of regulators like the FDA. This requires clinical validation and regulatory filings. Most brands avoid this by marketing the garment as a "wellness" or "fitness" tracker rather than a diagnostic tool.
Despite these limitations, the trajectory is clear. The pods are getting smaller. The yarns are getting cheaper. The integration is getting easier. For brands that want to position themselves at the absolute forefront of innovation, smart textiles are no longer science fiction. They are a producible, scalable reality.
Conclusion
The landscape of performance fabric technology has transformed dramatically in just a few years. We have moved from passive materials to active, intelligent systems. Phase Change Materials actively manage your body temperature, absorbing and releasing heat as needed. Bio-based synthetics like castor bean-derived nylon and PLA fibers offer a path toward high-performance apparel that does not rely on finite petroleum resources. Next-generation moisture wicking uses permanent fiber structures rather than temporary coatings. And mineral-based odor control provides lasting freshness without the environmental concerns of chemical leaching. Smart textiles are finally crossing the chasm from lab prototype to scalable commercial product.
For a brand owner or wholesale buyer, staying informed about these technologies is no longer optional. Your customers are reading about these innovations. They are asking for them. They are willing to pay a premium for garments that solve real problems and align with their values around sustainability and health. The brands that embrace these materials early will capture market share and build a reputation for leadership. The brands that lag behind will find themselves competing on price in a race to the bottom.
At Shanghai Fumao, we are committed to being a bridge between these cutting-edge material innovations and the practical realities of garment production. We work closely with our mill partners to source and validate these performance fabrics. We understand how to handle them on our production lines to preserve their unique properties. And we help our wholesale partners tell the story of these technologies to their end consumers.
If you are developing a performance apparel line and want to explore how these innovative fabrics can elevate your collection, I invite you to start a conversation with us. Our Business Director, Elaine, can discuss material options, minimums, and pricing for your specific project. Reach out to her at elaine@fumaoclothing.com. Let's build the future of performance apparel together.