

A distribution director from a major Midwest wholesale operation once sat in my office and gave me a phrase I have never forgotten. He said, "My biggest fear is not a bad product. It is a product that is good enough to sell, but bad enough to generate returns that eat my margin from the inside." He had been burned before. A previous supplier had shipped 5,000 units of a men’s chino program. The garment looked perfect in the polybag. It fit the size spec. But the waistband interlining was a cheap, unbranded fusible. After five washes, the interlining delaminated. The waistband bubbled. The pants were unsellable. He faced a 12% return rate from his retail accounts. That return rate erased his entire profit margin on the program. He needed a manufacturer whose internal technology and quality engineering were built to withstand the brutal, distributed reality of large-scale wholesale.
Yes, Shanghai Fumao’s garment technology infrastructure is specifically designed for the demands of large distributors. We operate a modular, data-driven production system that includes automated cutting for precision consistency across thousands of units, an in-house fabric testing laboratory that validates every raw material batch before production, and a quality control architecture based on AQL statistical sampling with full digital traceability. This technological backbone ensures that a 5,000-unit order distributed across fifty retail locations has the same consistent quality, sizing, and durability as the approved pre-production sample.
A large distributor is not buying a box of shirts. They are buying a guarantee of uniformity. Their customers, the retailers, do not accept the excuse that “a different batch was slightly off.” One inconsistent shipment poisons a buyer relationship that took years to build. Our garment technology exists to eliminate the word “batch variation” from your vocabulary. This article explains the specific machines, testing protocols, and quality engineering systems that make this possible.
What Cutting and Sewing Technology Ensures Bulk Consistency?
I remember walking a distributor from Atlanta through our cutting floor. He stopped at the spreading table and just watched for five minutes, saying nothing. Finally, he pointed at the tension control on the spreading machine and said, “This. This is where my last supplier destroyed my order.” He explained. His previous supplier had spread the fabric for his 2,000 linen shirts with inconsistent tension. Some plies were stretched. Some were relaxed. When the fabric was cut and then released from the tension, the pieces shrank back to different dimensions. The size Medium shirts in the first 200 units were slightly tighter than the size Mediums in the last 200. His retail customer noticed. He lost a reorder. The problem was not the sewing. It was the cutting, the first mechanical operation in the production line.
Bulk consistency begins on the cutting table. If the cut pieces are not identical, no amount of skilled sewing can fully compensate. We have invested in the technology that guarantees every piece in the lay, from the first meter of fabric to the last, is cut to the exact same dimensions.

How Does Automated Cutting Improve Size Consistency Across a 5,000-Unit Run?
Manual cutting, using a handheld rotary knife or a band saw, depends on the steadiness of a human hand over eight hours. Fatigue, distraction, and simple human variation inevitably produce small deviations. Over a 5,000-unit order, these micro-deviations accumulate. An armhole curve cut 2mm too tight on 300 units creates a return pattern that a distributor must investigate and absorb.
We use a computerized Gerber automated cutting system for all bulk orders above 500 units. The system works from a digitized pattern file. The cutting head travels along the programmed path with a precision of ±0.5mm. The vacuum system compresses the fabric lay, holding all plies in place under uniform pressure, eliminating the shifting that occurs with manual cutting. This means the 1st unit cut in the morning has the exact same piece dimensions as the 5,000th unit cut that afternoon. For a distributor of corporate uniform programs, we recently produced 8,000 woven shirts in 12 size variants. The automated cutting, combined with our computerized pattern grading, ensured that the collar point length, the cuff circumference, and the sleeve placket width were identical across all 8,000 units. The distributor performed an incoming QC check, measuring a random sample of 200 shirts. The standard deviation on the collar point measurement was under 1mm. This level of precision is not achievable with manual cutting at scale. It requires the marriage of a digitized, locked pattern file and a computer-controlled cutting head. The consistency also extends to fabric yield optimization. The automated system nests the pattern pieces to maximize fabric utilization, reducing waste. This efficiency is directly reflected in a more competitive cost per unit for large volume orders.
What Is a Modular Production Line and How Does It Help Distributors?
A traditional progressive bundle system moves a single garment sequentially through a line of 40 operators, each performing one task. If one station has a bottleneck, the entire line slows down. If a quality issue is found at the end, 40 units are already in process with the same defect. For a distributor, this means delayed delivery and a potential batch defect.
Our facility uses a modular production system for larger orders. Instead of one long line, we break the production into self-contained modules of 8-12 operators. Each module is responsible for the complete assembly of a garment. This system offers three critical advantages for a distributor. First, it enables parallel processing. We can run multiple modules simultaneously on the same order, dramatically compressing the lead time for urgent wholesale deliveries. For a 10,000-unit order of basic polos, we can run 5 modules in parallel, each producing 2,000 units. Second, quality control is embedded within the module. The team members check each other’s work in-process, rather than relying solely on a final inspection. A defect is caught and corrected within the module immediately, not after 50 units have accumulated. Third, modular lines allow for rapid reconfiguration. If a distributor needs to switch from a woven shirt to a knit polo, the module can be tooled up for the new product within a shift, minimizing downtime. This flexibility is essential for distributors managing a portfolio of different product categories. The lean manufacturing approach, combined with a modular cell layout, is a technology investment in both speed and quality. It replaces a rigid, fragile assembly line with a flexible, robust production network inside the factory.
What In-House Testing Technology Guarantees Fabric Performance?
I had a difficult conversation with a distributor last season. He was comparing our quote for a performance outerwear program against a cheaper competitor. He said, “They are using the same fabric spec on paper. 10K waterproof, 10K breathable. Why are you more expensive?” I did not argue. I asked him to send me a sample of the competitor’s finished jacket. We tested both their fabric and our fabric in our in-house lab. Their fabric tested at 8,200mm on the hydrostatic head test, not 10K. Their breathability was 7,500g/m²/24h, not 10K. The lab report was undeniable. The cheaper quote was for a fabric that did not meet the advertised specification. The distributor had been unknowingly selling an underperforming product to his retail accounts.
An in-house testing laboratory is not a marketing expense. It is a truth-verification system. It protects the distributor from being defrauded by fabric mills that overstate their performance specs. It provides documented, scientific evidence that the product you are selling meets the claims on your hangtag.
Which Specific Fabric Tests Do We Perform Before Cutting Bulk?
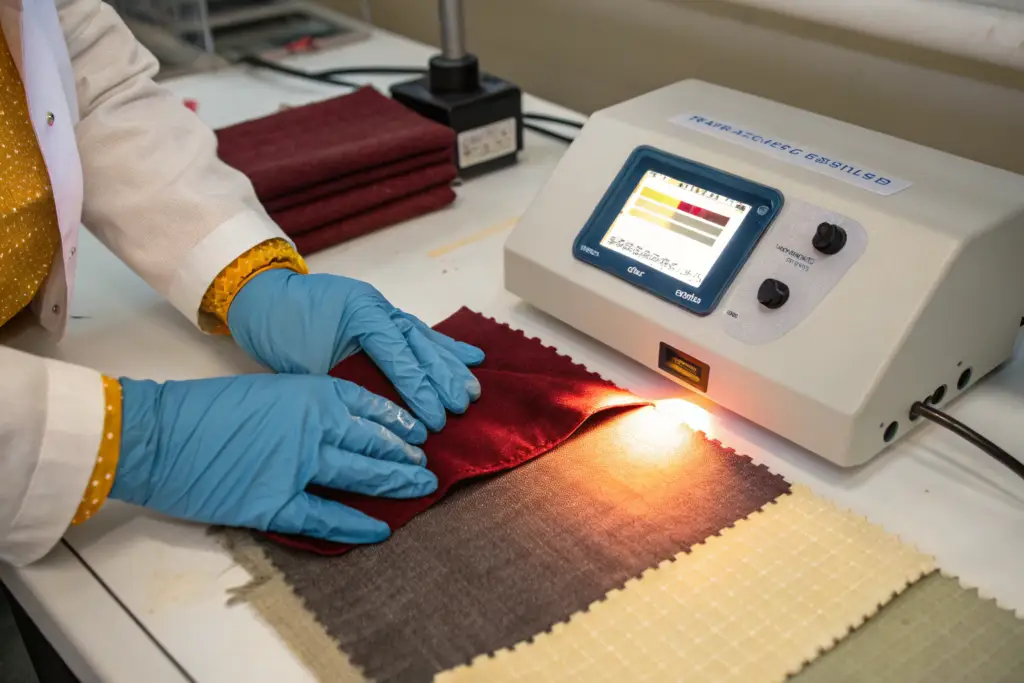
Our in-house lab performs a standard battery of physical and colorfastness tests on every incoming bulk fabric roll, before a single meter goes to the cutting table. The tests are calibrated to the specific end-use of the garment.
Here is a summary of our core in-house testing protocol and the standard we apply:
| Test Category | Specific Test | Equipment Used | Our Standard (Cutting Release) |
|---|---|---|---|
| Dimensional Stability | Shrinkage after 5 washes | Wascator FOM71 CLS | < 5% for knits, < 3% for wovens |
| Surface Durability | Martindale Pilling Test | Martindale Abrasion Tester | Grade 4 minimum at 2,000 rubs |
| Color Performance | Color Fastness to Wash | Gyrowash / Launder-Ometer | Grade 4 minimum on shade change |
| Strength | Seam Slippage | Tensile Strength Tester | < 2mm seam opening at specified load |
| Chemical Safety | Formaldehyde Content | UV-Vis Spectrophotometer | < 75ppm (OEKO-TEX Class II) |
For the performance outerwear distributor, we additionally tested the waterproof rating using a hydrostatic head tester and the breathability using a moisture vapor transmission rate tester. The lab report was attached to the shipping documentation, giving the distributor a verifiable quality certificate to share with his retail buyers. This proactive transparency is a powerful trust-building tool in the wholesale supply chain. The retailer knows the distributor is not just passing along marketing claims, but has actual test data from an independent source within the factory. An in-house lab also enables rapid problem-solving. When a custom-dyed cotton twill for a chino program showed a slight color drift from the approved lab dip, our spectrophotometer quantified the Delta-E at 2.3. Our tolerance is 1.5. We flagged the roll, sent it back for re-dyeing, and prevented a shade-consistency issue that would have been visible across a 3,000-unit wholesale delivery. A factory without in-house testing would have cut the fabric, shipped the inconsistent chinos, and generated returns that the distributor would have to manage.
How Do We Ensure Color Consistency Across Multiple Fabric Dye Lots?
Color inconsistency is a silent killer of wholesale brand reputation. A retailer receives a replenishment order of “navy” polos, and they are a slightly different shade than the previous delivery. The retailer’s customer service team receives complaints. The retailer questions the distributor’s quality control. This is a costly friction.
We manage color consistency through a closed-loop digital color management system. The process begins with a spectrophotometer reading of the client’s physical color standard, often a Pantone reference or a physical swatch. This reading generates a digital spectral fingerprint of the target color. When the dye house submits bulk dyed fabric, we read the fabric with the same spectrophotometer model. The software calculates the Delta-E color difference. Our tolerance is < 1.5 for solid colors and < 2.0 for heathers. If the reading exceeds the tolerance, the fabric is rejected before cutting. This digital pass/fail system removes subjective human judgment from color approval. We also maintain a physical “shade band” for each color, showing the approved target, a slightly lighter variant, and a slightly darker variant, all within tolerance. This shade band is used to train our QC inspectors and is shared with the distributor as a reference tool. For a large distributor managing a multi-season uniform program, this color management technology ensures the polo shirt ordered this year matches the ones ordered two years ago. The consistency builds trust with their retail accounts and reduces the administrative burden of processing returns for shade variation. Digital color management is a technology investment that directly protects the distributor’s long-term customer relationships.
How Does Our QC Technology Protect a Distributor’s Retail Relationships?
A distributor of medical scrubs once shared his personal definition of quality with me. He said, “Quality is not the absence of defects. Quality is the absence of surprises.” He did not expect a zero-defect production run. He was realistic. He had been in the industry for twenty years. What he could not tolerate was opening a container and discovering a systemic defect that should have been caught, documented, and resolved before the goods left the factory. He needed a QC system that made his incoming inspection a formality, not an investigation.
Our QC technology is built around this principle of “no surprises.” It is a multi-stage, statistically valid, digitally documented process that identifies and resolves quality issues before the goods are packed into cartons. The distributor receives a detailed QC data pack with their shipment, not just a carton count.

What Is the AQL Standard and How Do We Apply It to Your Order?
AQL stands for Acceptable Quality Limit. It is a statistical sampling standard defined in ISO 2859-1. It determines how many units from a production lot must be randomly inspected, and what number of defective units triggers a pass or fail decision. It is the global standard for third-party quality inspections.
We apply the AQL standard internally at three stages: In-Process Inspection at 20% completion, Pre-Final Inspection at 80% completion, and Final Random Inspection at 100% packing completion. For a standard distribution order of apparel, we default to an AQL of 2.5 for major defects and 4.0 for minor defects. This means we inspect a statistically determined random sample from the total lot size. For a lot of 3,200 garments, the sample size code letter is M, meaning we inspect 315 random units. If we find 10 or fewer units with major defects, the lot passes. If we find 11 or more, the lot fails, and we perform a 100% inspection and rework before shipping. This is not a subjective “looks good” process. It is a defined, measurable, repeatable protocol. For the medical scrubs distributor, we applied a tighter AQL of 1.5 for critical defects, which include things like needle contamination, broken stitches on a load-bearing seam, or incorrect size labeling. The AQL inspection report is digitized. The inspector uses a tablet, selects the defect type from a pre-defined dropdown, and photographs the defect. The report is compiled automatically and shared with the distributor before the balance payment is requested. This gives the distributor an independent, data-driven assessment of the lot quality before the goods leave our facility. It replaces pre-shipment anxiety with a document they can file and trust.
How Does Digital Traceability Help Manage a Nationwide Rollout?
A large distributor often executes a nationwide rollout. Thousands of units are shipped not to a single central warehouse, but split across multiple regional distribution centers or directly to dozens of retail locations. If a quality issue arises at one location, the distributor needs to know instantly: is this an isolated defect, or is this a batch problem affecting other locations?
Our digital traceability system embeds a unique production code on every internal care label. This code links the garment back to the specific cutting lot, the specific dye lot, and the specific production module and date. If a retail store in Denver reports an issue with the zipper on a jacket, the distributor can read the production code, send it to us, and we can instantly identify which machines, which operators, and which zipper batch were involved. We can then determine if the issue is systemic, affecting all garments from that production day, or isolated to a single unit. This capability is critical for targeted recalls or targeted customer service responses. Without traceability, a distributor must assume the worst and potentially recall an entire shipment unnecessarily. With traceability, the response is surgical. We also use this data internally for continuous improvement. If the defect data from our AQL inspections shows a recurring issue with a specific seam on a specific production module, we can retrain that specific team or recalibrate that specific machine. The traceability system enables a feedback loop from the retail floor back to the production floor. For a large distributor, this closed-loop quality system provides a significant competitive advantage. Their retail customers experience a lower defect rate and a more professional response to any issues that do arise. The supply chain traceability technology protects the distributor’s reputation as a reliable, quality-focused supplier.
Conclusion
Garment technology for large distributors is not a single machine or a single certificate. It is an integrated system of precision cutting, automated testing, statistical quality control, and digital traceability that together produce the one thing a distributor values above all else: a predictable, uniform product at scale. Our automated cutting systems ensure the 5,000th unit matches the 1st unit to the millimeter. Our in-house laboratory verifies that the fabric performance data on the hangtag is scientifically accurate, protecting the distributor from returns based on false claims. Our AQL-based, digitally documented inspection process eliminates the “surprise defect” that erodes retail buyer confidence. And our traceability system enables surgical, data-driven responses to any quality variance, rather than blanket panic.
If you are a large distributor who is tired of managing quality inconsistencies, fabric performance failures, and unpredictable batch variations, I invite you to audit our technology for yourself. Contact our Business Director, Elaine, at elaine@fumaoclothing.com. Request a video walkthrough of our automated cutting floor and our in-house testing laboratory. Ask for a sample AQL inspection report and a traceability code sample. We will show you the exact systems, the specific data outputs, and the measurable quality metrics that back up every claim in this article. Let us give you the technological confidence to sell our garments to your most demanding retail accounts without hesitation.

















