You found the perfect shade of blue. It is Pantone 19-4027 TPX, Estate Blue. It is the exact color of the vintage Levi's your design team found in a thrift store in Austin. You built your entire summer collection around this color. Your lookbook is shot. Your wholesale buyers have placed orders. Now you need a factory that can reproduce this color precisely on denim, batch after batch, across thousands of shorts. You send the Pantone reference to a factory. They say "yes, we can match this." You receive the sample. It is not Estate Blue. It is a generic navy. You send it back. The second sample is slightly closer but still not right. The third sample is close enough that you approve it out of exhaustion. The bulk order arrives. The color is different from the approved sample. Your collection is a mess. The buyers are unhappy. You learn the hard way that "yes, we can match Pantone" means different things to different factories.
Yes, Shanghai Fumao can match Pantone colors on denim shorts. We use a digital spectrophotometer to measure color objectively, referencing the CIELAB color space coordinates of your target Pantone reference. We develop the dye recipe in our in-house lab, produce a lab dip on your actual denim fabric, and measure the Delta E color difference between the lab dip and the target. We approve the lab dip only when the Delta E is below 1.5, a tolerance tighter than the industry standard of 2.0. We then lock the dye recipe and spectrophotometer readings into a sealed standard, which is used to control color consistency across every bulk production batch.
I run Shanghai Fumao. Color matching is not a matter of opinion in our factory. It is a matter of measurement. The human eye is unreliable. It is affected by lighting, fatigue, and individual perception. The spectrophotometer is not. It reads the exact reflectance of light across the visible spectrum and outputs a set of coordinates that define the color mathematically. In this article, I will explain how color matching works in denim manufacturing, the specific equipment and processes we use, the tolerances we enforce, and the limitations you need to understand. Color is too important to leave to a verbal promise. It must be measured, documented, and controlled.
How Does Color Matching on Denim Differ from Other Fabrics?
Matching a Pantone color on denim is not the same as matching it on a smooth cotton poplin or a polyester satin. Denim is a textured, twill-woven fabric with a unique dyeing characteristic. The indigo dye sits primarily on the surface of the warp yarns. The weft yarns remain white. The twill weave creates diagonal ridges that cast shadows and catch light differently depending on the viewing angle. The color you perceive is not a single flat color. It is an optical blend of the indigo-dyed warp and the white weft, modulated by the surface texture.
This means a Pantone color on paper will never look exactly the same on denim. The texture, the white weft, and the wash process all affect the final appearance. Matching Pantone on denim is about achieving the closest possible approximation within the physical constraints of the fabric and the dye process. A factory that says they can match any Pantone color exactly on denim is either oversimplifying or does not understand the limitations. We can match the color within a defined, measurable tolerance. We can also explain what is and is not achievable before we start the development process.
Let me explain the technical challenges of denim color matching and the specific dyeing methods we use.

Why Is Denim Surface Texture a Challenge for Accurate Color Measurement?
A spectrophotometer measures color by shining a controlled light onto a surface and measuring the reflected light across the visible spectrum, from 400 to 700 nanometers. The measurement assumes a flat, uniform surface. Denim is not flat or uniform. The diagonal twill ridges create a textured surface that scatters light differently than a flat surface. A measurement taken with the instrument aligned parallel to the twill line will read slightly differently than a measurement taken perpendicular to it.
We control for this by taking multiple measurements on each sample, rotating the sample 90 degrees between measurements, and averaging the results. We also use a spectrophotometer with a large measurement aperture, 25 millimeters in diameter, which averages the color over a larger area and reduces the effect of surface texture. Even with these controls, the inherent variability of denim means the color tolerance must be slightly wider than it would be for a smooth fabric. Our target Delta E of 1.5 for denim is realistic and achievable. A Delta E of 1.0, which is achievable on a smooth poplin, is not consistently achievable on textured denim. The color measurement on textured fabrics technical challenges are well-documented. A knowledgeable factory understands these limitations and explains them upfront.
What Dyeing Methods Do We Use for Custom Color Denim Shorts?
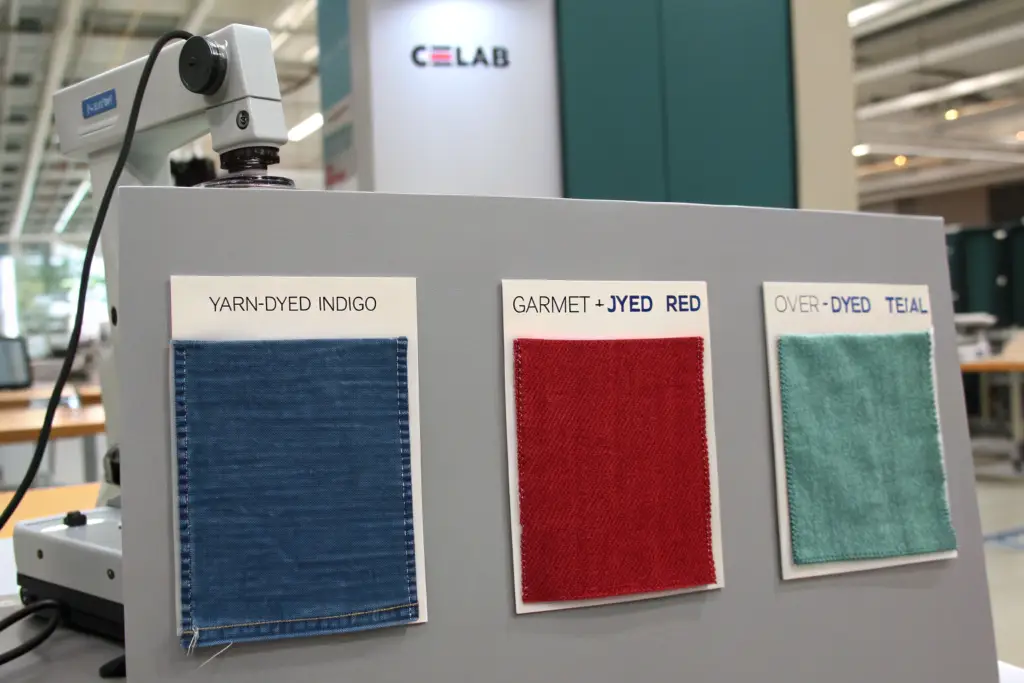
There are two primary ways to achieve a custom color on denim shorts. The first is yarn dyeing. The cotton yarn is dyed to the target color before weaving. This produces the most authentic denim appearance because the dyed yarns form the warp face and the undyed yarns form the weft back, creating the classic denim look. Yarn dyeing is used for our indigo and sulfur-dyed denim. The color range for yarn dyeing is limited to the colors achievable with indigo, various shades of blue, and sulfur dyes, primarily blacks, browns, and olives.
The second method is garment dyeing. The shorts are sewn from undyed or lightly dyed denim, and the entire garment is dyed to the target color after construction. Garment dyeing allows a much wider color range. Red, green, burgundy, mustard, pastels, any color achievable with reactive or direct dyes can be applied. However, garment-dyed denim does not have the same contrast between warp and weft as yarn-dyed denim. The entire garment takes the color, and the classic denim character is diminished.
The third method, which we use frequently for custom Pantone colors, is over-dyeing. We start with a standard indigo-dyed denim short, which gives the authentic denim base with the white weft contrast. We then over-dye the garment with a tint of the target color. This shifts the indigo blue toward the target hue while preserving the denim character. For example, an over-dye with a yellow tint shifts the indigo toward a greenish cast. An over-dye with a red tint shifts it toward a purplish cast. The denim dyeing and color matching techniques provide the technical foundation for our color development work. We select the method based on the target color and the desired denim character.
What Equipment and Process Do We Use for Pantone Color Matching?
Color matching is a laboratory process. It requires specialized equipment, documented procedures, and trained technicians. It is not done by eye. The human eye is excellent at detecting color differences between two samples placed side by side, but it is terrible at remembering a color accurately or communicating it to someone else. The phrase "a little more blue" means nothing objective. The spectrophotometer reading "L 28.5, a -2.1, b* -15.3" is an objective, communicable, repeatable definition of a color.
Our color matching process follows a defined sequence. We receive the Pantone reference from the client. We measure the reference with our spectrophotometer to obtain the target CIELAB coordinates. We develop an initial dye recipe based on our database of dye combinations and their spectrophotometric profiles. We produce a lab dip, a small swatch of the actual denim fabric dyed with the proposed recipe. We measure the lab dip and calculate the Delta E from the target. If the Delta E is above 1.5, we adjust the recipe and repeat. When the Delta E is below 1.5, we send the lab dip to the client for visual approval under standardized lighting.
Let me explain the specific equipment and the step-by-step process in detail.
What Is a Spectrophotometer and How Do We Use It for Color Approval?
A spectrophotometer is an instrument that measures the intensity of light reflected from a surface at each wavelength across the visible spectrum, typically from 400 to 700 nanometers, at 10-nanometer intervals. The resulting spectral reflectance curve is a fingerprint of the color. The instrument then calculates the CIELAB coordinates from this curve. The L value represents lightness, from 0 for black to 100 for white. The a value represents the red-green axis, with positive values indicating red and negative values indicating green. The b* value represents the yellow-blue axis, with positive values indicating yellow and negative values indicating blue.
We use a benchtop spectrophotometer from a major brand, calibrated daily against a white tile standard traceable to national standards. When we receive a Pantone reference from a client, we measure it three times, rotating the reference between measurements, and average the Lab* values. This becomes the target standard.
When we produce a lab dip, we measure it using the same instrument and the same protocol. The software calculates the Delta E, the total color difference between the lab dip and the target, using the CMC 2:1 color difference formula. This formula weights the differences in lightness, chroma, and hue according to human visual perception. A Delta E CMC of 1.0 is approximately the threshold of perceptible difference for a trained observer under ideal conditions. Our approval threshold is a Delta E CMC of 1.5. Below 1.5, the color difference is very small and acceptable for denim. Above 1.5, we adjust the recipe. The spectrophotometer color matching process is the industry standard for objective color control. It replaces subjective opinion with measurable data.
What Are the Steps from Pantone Reference to Approved Lab Dip?
The process begins when you send us your Pantone reference. Ideally, you send a physical Pantone swatch, either a fabric swatch in the specific Pantone TCX or TPX format, or a paper swatch from a Pantone formula guide. A physical reference is always more accurate than a digital reference because the color on a screen varies with monitor calibration.
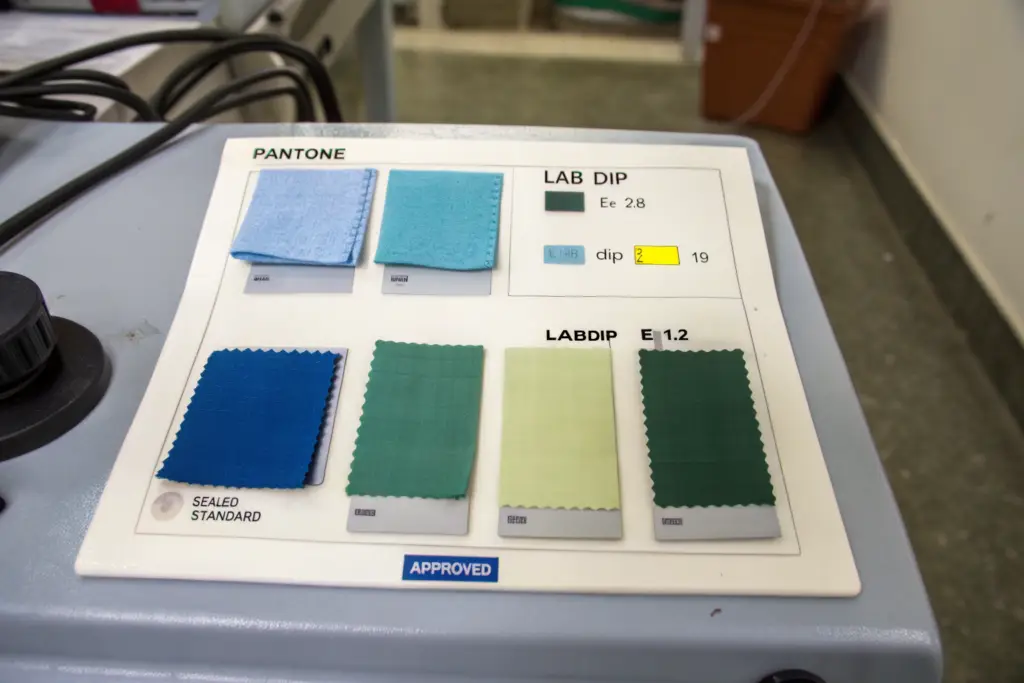
Step one is target measurement. We measure your reference on our spectrophotometer and record the Lab* values. Step two is recipe formulation. Our color technician uses a computerized color matching system that contains the spectral data of our dye range. The system predicts the dye combination and concentrations required to match the target on your specific denim fabric. Step three is lab dip production. A small swatch of your denim fabric, approximately 20 cm by 20 cm, is dyed in a laboratory-scale dyeing machine using the predicted recipe. The swatch is dried and conditioned. Step four is measurement and adjustment. The lab dip is measured. The Delta E is calculated. If above 1.5, the technician adjusts the recipe manually or using the computer system, and another lab dip is produced. This loop repeats until the Delta E is below 1.5. Typically, two to three rounds are required for a close match.
Step five is client approval. The approved lab dip, with its measured Lab* values and the Delta E to your reference, is shipped to you. You view it under your own lighting. If you approve it visually, the lab dip becomes the sealed color standard. The dye recipe is locked. The lab dip development process is a standard part of textile color management. The key is that approval is based on both instrumental measurement and visual confirmation.
How Do We Ensure Color Consistency Across Bulk Production?
A perfect lab dip is a promise. Consistent color across 5,000 units is the fulfillment. A lab dip is made in a small laboratory dyeing machine under ideal conditions. The bulk production is dyed in large industrial machines with inherent variability in temperature, liquor ratio, and fabric movement. If the bulk color is not controlled, the first 500 shorts might match the standard and the next 500 might be visibly different. The customer who buys two pairs in different sizes from different dye lots will see the difference and think your brand is inconsistent.
We control bulk color consistency through three systems. First, we use the sealed lab dip standard as the reference for every bulk dye batch. The spectrophotometer readings of the bulk production are compared to the sealed standard readings, not to the original Pantone reference. This eliminates cumulative error. Second, we use shade banding, which groups finished garments into visual color families so that all units within a single shipment are visually consistent. Third, we control the dyeing process variables, the temperature, time, liquor ratio, and chemical concentrations, to minimize batch-to-batch variation.
Let me explain the shade banding system and the process controls we use.
What Is Shade Banding and How Does It Work for Denim Shorts?
Shade banding is a sorting process. After the shorts are washed and dried, they are inspected under standardized D65 lighting. Two trained shade evaluators independently sort the shorts into groups of visually identical color. Each group is a shade band. The bands are typically labeled A, B, C, and so on, with Band A being the closest match to the sealed standard.
If the bulk production is well-controlled, 80% to 90% of the units will fall into Band A. A small percentage may fall into Band B, a slightly lighter or darker variation that is still commercially acceptable. Units that fall outside Band B are rejected or reworked. Within a single shipment to a single customer, we only ship units from a single shade band. The customer will not see any color variation between the shorts they receive. If an order is large enough to require multiple dye batches, we ship the A Band units to the primary retail accounts and the B Band units, if acceptable to the client, to off-price channels or markets where the slight variation is less critical.
The shade banding process is performed by human evaluators because the human eye is excellent at comparing two samples side by side. The instrumental measurement ensures the overall batch is within tolerance. The visual shade banding ensures the units within a shipment are visually identical to each other. The fabric shade sorting and banding technique is standard practice in premium garment manufacturing. A factory that skips this step will ship shorts that vary visibly within the same carton.
How Do We Control the Dyeing Process to Minimize Batch-to-Batch Variation?
The dyeing process has many variables that affect the final color. The temperature of the dye bath. The duration of the dyeing cycle. The ratio of fabric weight to dye liquor volume, the liquor ratio. The concentration of the dye. The concentration of the auxiliary chemicals, salt, alkali, leveling agents. The pH of the bath. The hardness of the water. Each variable must be controlled to achieve consistent color from batch to batch.
We use automated dyeing machines with programmable logic controllers. The dye recipe, once approved, is programmed into the machine controller. The machine automatically controls the temperature ramp rate, the hold time, the chemical dosing, and the cooling cycle. The operator does not manually adjust these parameters. This eliminates the largest source of batch-to-batch variation, human error in following the recipe.
We also test the incoming water quality daily. Water hardness affects dye uptake. If the hardness changes, the color will shift. We have a water softening system that maintains consistent water quality. For every bulk dye batch, we retain a sample swatch. The swatch is measured on the spectrophotometer against the sealed standard. The Delta E is recorded in a batch log. If a batch shows a Delta E above 1.5, it is held for review and possible re-dyeing or shading. This textile dyeing process control discipline ensures that the color you approved on the lab dip is the color you receive in the bulk order.
What Are the Limitations of Pantone Matching on Denim?
Transparency about limitations builds trust. A factory that says "we can match anything perfectly" is either naive or dishonest. Denim has inherent limitations on the colors that can be achieved and the precision that can be maintained. Understanding these limitations before you start the development process prevents disappointment and wasted sampling time.
The primary limitations are threefold. First, the color gamut achievable on denim is narrower than the full Pantone spectrum. Very bright, saturated colors like neon pink or electric blue are difficult to achieve on cotton denim with dyes that are safe and durable. Second, the surface texture of denim means the perceived color shifts with viewing angle and lighting conditions. A color that matches perfectly under store lighting may look slightly different under daylight or incandescent light. This is called metamerism, and it is a physical property of the dyes and the fabric, not a manufacturing defect. Third, very dark or very light colors present specific challenges. Very dark colors can appear flat and lose the denim character. Very light colors expose the underlying fabric texture and any unevenness in the dyeing.
Let me explain these limitations and how we communicate them during the development process.

What Is Metamerism and How Does It Affect Your Color Expectations?
Metamerism is the phenomenon where two colors match under one light source but appear different under another. It occurs because the spectral reflectance curves of the two colors are different, even though they produce the same visual sensation under a specific light. A lab dip that matches the Pantone reference under the D65 daylight simulator in our lab may not match perfectly under the warm LED lighting of your showroom or the cool fluorescent lighting of a department store.
Metamerism is a physical reality, not a manufacturing error. We test for it during the lab dip development. We measure the lab dip and the reference under multiple light sources using the spectrophotometer. If the metamerism index is high, we inform the client and discuss whether the match is acceptable for their intended retail environment. If the metamerism is unacceptable, we adjust the dye recipe to use a different combination of dyes that produces a closer spectral match to the reference, reducing the metamerism.
The metamerism in textile color matching is a well-known challenge. The solution is to evaluate the lab dip under the lighting conditions that are most representative of the retail environment where the shorts will be sold. We recommend clients view the lab dip under multiple light sources and approve it based on the most important one.
Which Pantone Colors Are Most and Least Achievable on Denim?
Colors that are close to traditional denim shades are the easiest to match. Any shade of blue from light sky to dark navy is within the indigo color gamut. Black is achievable with sulfur dyes. Earth tones, olive, brown, khaki, rust, are achievable with sulfur or reactive dyes. Muted pastels, dusty pink, sage green, pale blue, are achievable with reactive garment dyeing on a light base denim.
Colors that are challenging include very bright, saturated colors. Neon pink, electric green, vivid orange. These colors require high concentrations of reactive dyes, which can affect the hand feel of the fabric and the dye fastness. They also tend to show unevenness more visibly than muted colors. Fluorescent colors are essentially impossible on cotton denim with standard dyes. Metallic colors are not achievable through dyeing. They require printing or coating, which is a different process.
Very dark colors like a deep midnight navy or a true black can be achieved, but the dye load is high. The color fastness to crocking and washing may be lower because there is more surface dye to transfer. We adjust the fixation process and the wash recipe to maximize fastness. We also set realistic expectations for the color fastness performance of very dark shades. The denim color limitations guide explains the technical constraints. A good color development conversation starts with what is achievable, not with a blanket yes.
Conclusion
Color matching on denim shorts is a science, not an art. We can match your Pantone reference within a Delta E CMC of 1.5, a tolerance that is tighter than the industry standard and imperceptible to most consumers under normal viewing conditions. We do it with a digital spectrophotometer that measures color objectively, a computerized color matching system that formulates the dye recipe, and a laboratory-scale dyeing process that produces lab dips for your visual approval. We control bulk color consistency with automated dyeing machines, shade banding inspection under standardized lighting, and batch-by-batch spectrophotometric verification against the sealed lab dip standard.
We are also honest about the limitations. Denim texture affects color perception. Metamerism means the color will shift slightly under different lighting. Some Pantone colors are outside the achievable gamut for cotton denim with durable dyes. We explain these limitations upfront, not after you have approved a sample that cannot be reproduced in bulk.
Color is the first thing your customer notices. It is the emotional hook that makes them pick up the short or click on the product image. Getting the color right, and keeping it consistent, is one of the most important things we do. If you have a specific Pantone color you want to match on denim shorts, the first step is to send us the reference. Contact our Business Director, Elaine. She will arrange the spectrophotometer measurement of your reference, the development of the lab dip, and the delivery of the physical swatch for your approval. She can also explain the achievable color gamut for your specific target shade before you commit to the development process. Her email is elaine@fumaoclothing.com. At Shanghai Fumao, we do not guess at color. We measure it.