

The fashion industry is in a constant race for the next big thing. Brands are always looking for ways to stand out, to create that "wow" moment that captures consumer attention and drives sales. As a seasoned apparel manufacturer, we see this demand firsthand from our partners in the U.S. market. They ask us not just for quality and reliability, but for innovation that sets their collections apart. This brings us to a groundbreaking question: is holographic fiber optic couture just a fleeting fantasy, or is it the next tangible frontier in wearable technology?
Holographic fiber optic couture represents a revolutionary fusion of high fashion and advanced technology, creating dynamic, light-emitting garments that offer unparalleled customization and brand storytelling potential. For forward-thinking brands, it's a powerful tool to achieve market differentiation, generate premium pricing, and deeply engage with a tech-savvy audience.
Moving beyond traditional materials and prints is no longer optional for brands that want to lead. This article will demystify this advanced garment technology, explore its significant business benefits, address key production considerations, and provide a clear roadmap for implementation. Understanding this innovation is the first step toward capturing a competitive edge.
What is Holographic Fiber Optic Garment Technology?
Many brand owners hear "holographic fiber optic clothing" and imagine complex, bulky costumes from a science fiction movie. The reality, thanks to modern manufacturing advancements, is far more wearable and commercially viable. At its core, this technology involves integrating ultra-thin, flexible optical fibers directly into textiles. These fibers can then transmit light, creating patterns, logos, or full-color displays that seem to glow from within the fabric itself. The "holographic" effect often refers to specialized films or treatments that create iridescent, light-bending visuals alongside the illuminated elements.
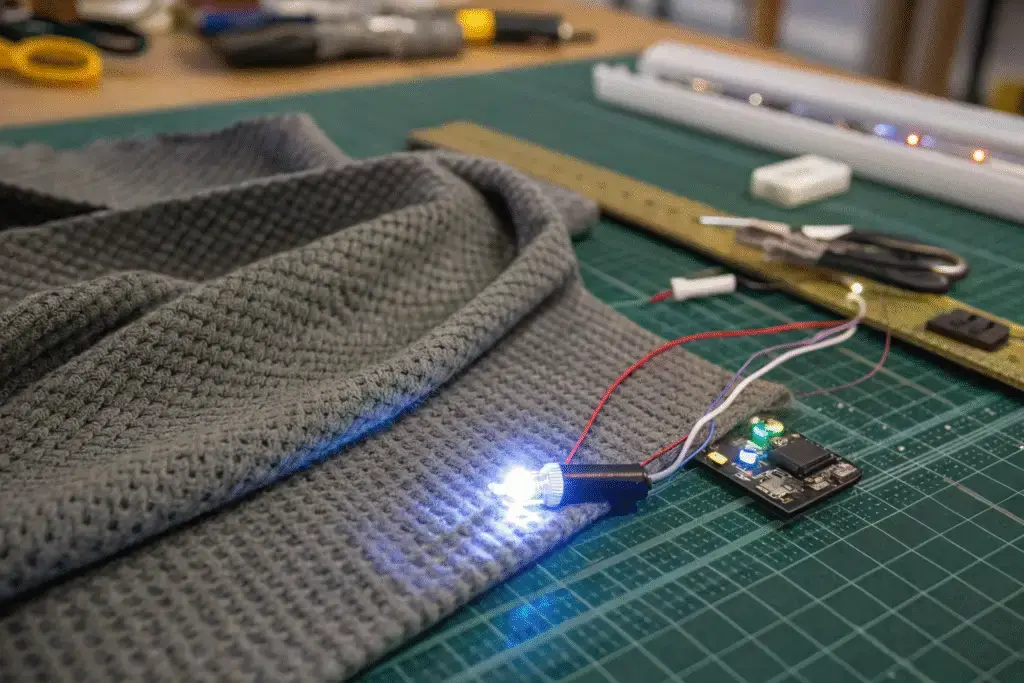
So, how does it work in practice? The system is surprisingly elegant. We start with a base fabric, often a sturdy knit or woven suitable for the garment's purpose. Next, we meticulously integrate the fine optical fibers into the textile, either by weaving them in during the fabric production stage or embedding them onto the surface with specialized adhesives that maintain flexibility. These fibers are then connected to miniature, programmable LED light sources and a compact power supply, typically a slim, rechargeable battery pack that can be discreetly housed in a pocket or seam.
How do the fibers and lights integrate with the fabric?
The integration is the most critical step for ensuring the garment remains comfortable and durable. Unlike early prototypes, today's optical fibers are remarkably thin and flexible. We use two primary methods. The first is direct weaving, where the fibers are incorporated like standard yarns during the fabric manufacturing process. This creates a seamless and very durable integration, ideal for garments that require frequent movement or washing. The second method is precision embroidery or bonding, where fibers are stitched or adhered onto an existing fabric. This allows for more intricate, detailed designs and is perfect for adding illuminated accents to specific areas like logos or cuffs. The key is partnering with a factory that understands textile science and electronics, ensuring the marriage of fabric and tech doesn't compromise on wearability.
What are the practical applications beyond the "wow" factor?
The applications extend far beyond runway gimmicks. For activewear and sportswear, this technology enhances safety through dynamic illumination for night-time runners or cyclists. In the realm of high fashion, it allows for customizable colorways—a single garment can change its entire aesthetic based on a user's smartphone app input. Imagine a jacket that displays your brand's logo in a specific pattern or a dress that changes color at an event. This level of customizable branding offers a new dimension for marketing and customer interaction. Furthermore, for performance wear, biometric sensors can be linked to the lights, changing color based on heart rate or other metrics, merging fashion with functional apparel technology in a truly innovative way.
What are the Key Business Benefits for Apparel Brands?
Adopting a new technology is an investment, and the return must be clear. For brands like yours, the benefits of holographic fiber optic couture are substantial and directly impact the bottom line. The most immediate advantage is extreme market differentiation. In a crowded marketplace, a garment that actively interacts with light and environment is impossible to ignore. It generates immense organic social media buzz, effectively turning every customer into a brand ambassador. This unique selling proposition allows brands to command a premium price point, significantly increasing profit margins per unit.
Another critical benefit is the profound enhancement of brand storytelling and customer engagement. This technology transforms a passive garment into an interactive experience. Brands can create collections that tell a story through light, perhaps reflecting environmental data or responding to music at events. This deepens the emotional connection with the consumer, moving the relationship beyond a simple transaction. It positions your brand as an innovative leader, attracting a demographic that values technology and exclusivity.
How does it create a unique brand identity?
In an era where brand identity is everything, holographic fiber optic elements offer a level of customization that is simply unattainable with traditional methods. Your logo isn't just printed; it's illuminated and can be programmed to pulse, fade, or change colors. This creates a memorable and distinctive brand signature. For example, a brand could release a limited-edition line where the lighting pattern is unique to each garment number. This fosters a sense of exclusivity and collectibility. It’s a powerful tool for brand recognition, making your products instantly identifiable and shareable across digital platforms, which is invaluable for marketing strategy.
Can it lead to higher profit margins?
Absolutely. While the initial production costs are higher than standard garments, the perceived value to the consumer is exponentially greater. Customers are willing to pay a significant premium for innovative, interactive, and limited-availability products. The cost of production is offset by the ability to achieve a much higher profit margin. Furthermore, the technology can be applied strategically. Not every item in a collection needs to be fully illuminated. Starting with key pieces, like a signature jacket or a special edition dress, allows brands to test the market and generate hype without a massive initial investment, effectively de-risking the innovation process.
What Should You Consider Before Production?
Jumping into production without thorough planning is a common pitfall. Sourcing this specialized technology requires a manufacturer with proven expertise in both apparel construction and integrated electronics. The first consideration is the supply chain for the core components: the optical fibers, LEDs, and power systems. You need a partner who can reliably source high-quality, durable components that are safe for wearables. The last thing you want is a supplier who cuts corners on electronics, leading to failures that damage your brand's reputation.
Quality control and durability testing become even more critical. These are not standard garments, and they cannot be tested as such. You must ask potential manufacturers about their testing protocols for washability, lightfastness, flex endurance, and power system safety. A professional factory will have a rigorous quality assurance process specifically for tech-enhanced apparel, including stress testing the fiber integrations and electronic connections to ensure they withstand real-world use.
| Consideration | Key Questions to Ask Your Manufacturer | Potential Risk if Overlooked |
|---|---|---|
| Component Sourcing | Where do you source the LEDs and fibers? Are they certified for wearable use? | Short component lifespan, safety hazards, inconsistent performance. |
| Durability Testing | What specific tests do you perform for washing, abrasion, and flexing? | Garment failure after minimal use, leading to returns and brand damage. |
| Logistics & Shipping | How do you package and ship these sensitive garments to prevent damage? | Broken circuits upon arrival, DOA (Dead on Arrival) products for the end-consumer. |
| Repair & Warranty | What is the process for addressing defective units? Is there a modular repair system? | Inability to support customers, total product loss instead of simple component replacement. |

How to ensure quality control and durability?
A rigorous QC protocol is non-negotiable. This goes beyond checking stitches. It involves testing each garment's electronic functions pre- and post-assembly. We implement a multi-stage check: first, testing the raw electronic components; second, testing the integration onto the fabric; and finally, a full functional test of the completed garment. This includes submersion testing for water resistance, repeated flex tests for the fibers, and cycle testing for the battery and controls. This level of detailed quality control ensures that the final product meets the high standards your brand is known for, preventing the logistical nightmares of mass returns.
What are the logistics and shipping implications?
These garments are more delicate than standard apparel. They require specialized packaging that protects the integrated electronics from shock and pressure during transit. This is a key part of our DDP (Delivered Duty Paid) service. We don't just manufacture the garment; we engineer the packaging solution and manage the careful handling required for export. We ensure that the products arrive at your U.S. warehouse in perfect, working condition, fully handling the export logistics to avoid any delays or damage that could cause you to miss your selling season.
How to Start Your First Holographic Fashion Project?
The path from concept to a finished, illuminated garment may seem daunting, but with the right partner, it can be a smooth and exciting process. It begins with a collaborative design consultation. This is where we translate your creative vision into a technically feasible plan. We discuss the desired visual effect, the level of interactivity, and the target price point. Bringing your ideas early allows our technical and design teams to advise on the best approaches, potentially saving time and cost by leveraging our experience.
The next critical step is prototyping and sampling. Unlike standard clothing, where a sample is primarily for fit and look, a tech-based sample is a functional prototype. It allows you to see the illumination in person, test the user interface, and assess the overall wearability. We strongly recommend an iterative sampling process—creating a first sample to check the core technology integration and a second, refined sample that is as close to the final production piece as possible. This step is crucial for catching any issues before committing to a large run.

What does the initial design consultation involve?
The consultation is a deep dive into your goals. We need to understand the "why" behind the project. Is it for a specific marketing campaign? A flagship product? This helps us tailor the solution. We'll review your brand's aesthetic and target audience. Our team will then present options for the integration method (woven vs. embroidered), the type of fibers, and the control system. We discuss product development timelines and create a preliminary cost breakdown. This transparent, collaborative approach ensures we are aligned from day one and avoids the "inefficient communication" that is a common pain point for buyers.
Why is prototyping especially important here?
Prototyping is your insurance policy. For a new technology, seeing and touching a physical sample is invaluable. It reveals nuances that sketches cannot, such as the true brightness of the lights, the flexibility of the fabric with integrated fibers, and the practicality of the battery placement. This phase allows for adjustments without the high cost of modifying a full production line. We treat prototyping as an essential part of the full-package manufacturing service, ensuring that when we move to mass production, every detail has been approved, guaranteeing the final quality and functionality you expect.
Conclusion
Holographic fiber optic couture is no longer a distant concept but a tangible, strategic opportunity for ambitious apparel brands. It offers a powerful means to break through market noise, create unforgettable brand experiences, and achieve superior profitability. The technology has matured to a point where, with an expert manufacturing partner, it can be produced reliably and integrated into compelling, wearable fashion. The key to success lies in choosing a manufacturer with the technical expertise, quality control rigor, and collaborative spirit to guide you through the process smoothly.
The future of fashion is interactive, personalized, and technologically enhanced. Brands that embrace this innovation now will position themselves as leaders for years to come. If you are ready to explore how holographic fiber optic technology can illuminate your next collection and strengthen your brand identity, we are here to make that vision a reality. Let's discuss your project. Please contact our Business Director, Elaine, at elaine@fumaoclothing.com to start the conversation.

















