In the summer of 2024, a long-term brand partner called me with a shipment problem. 2,000 linen-blend dresses had arrived at their New Jersey warehouse. The sewing was perfect. The fit was perfect. But 300 units had a subtle dye streak running down the left side panel, a bar mark from a pause in the fabric finishing process. The brand was facing an immediate retail delivery deadline. They could not sell the defective units. They could not wait for a full remake. The owner was frustrated, and I understood why. But instead of starting with blame, he started with a question: "Can we fix this together?" That one sentence changed the entire dynamic of the dispute.
Handling garment defects without burning supplier bridges requires a structured, evidence-based approach that separates the emotional reaction from the commercial resolution. The process begins with a documented defect report with photographic evidence and a clear financial impact calculation, moves to a root cause analysis conducted jointly rather than adversarially, and ends with a negotiated remedy that may include partial refunds, future order credits, in-country repair, or a split-cost remake depending on the defect severity and the partnership history. The goal is not to win the argument. The goal is to solve the problem and preserve the manufacturing relationship for the next season.
At Shanghai Fumao, I have been on both sides of this table. I have received defect complaints from our brand partners, and I have sent defect complaints to our fabric mills. I know what it feels like to be told your work is not good enough. I also know that a factory that handles a defect claim professionally is a factory that keeps its clients for decades, while a factory that deflects, denies, and delays is a factory that loses its clients in a single season. The difference is not in whether defects happen. Defects always happen. The difference is in the dispute resolution system that kicks in when they do. Here is how a brand owner should build that system.
What Evidence Should a Buyer Collect Before Initiating a Defect Claim?
The first hour after discovering a defect is the most important hour in the entire dispute process. What the buyer does in that hour determines whether the supplier will accept responsibility or push back. A vague, emotional email saying "the quality is terrible, we need a refund" is a recipe for conflict. A precise, documented defect report with photographic evidence and a clear financial breakdown is a professional claim that is difficult to dispute. The supplier may still argue about the remedy, but they cannot argue about the facts if the facts are properly documented.
The defect claim evidence package must include three elements: a statistically valid sample inspection report using the same AQL standard referenced in the purchase order, high-resolution photographs or videos showing the defect with a scale reference such as a ruler or a coin, and a financial impact statement that calculates the total number of affected units, the cost per unit, the total claim value, and the proposed remedy. Evidence that is collected unilaterally, without reference to the agreed quality standard, is vulnerable to the supplier's claim that the buyer is being unreasonable or that the defect is within commercial tolerance.
The quality standard in the purchase order is the foundation of the claim. If the PO specifies an AQL of 2.5 for major defects, and the buyer's inspection finds 8% major defects, the claim is mathematically valid. If the PO does not specify an AQL, the supplier can argue that the defect rate is "normal" and the claim is subjective. This is why I always recommend that buyers include a clear quality standard in their purchase orders. It is the legal and commercial backbone of any defect claim.

How to Conduct a Defect Inspection That the Supplier Cannot Dispute?
The inspection must follow the same sampling plan and acceptance criteria that both parties agreed to in the purchase order. If the PO references AQL 2.5, Level II, the inspection must use the ANSI/ASQ Z1.4 sampling tables to determine the sample size based on the total lot quantity. The inspector must categorize each defect as critical, major, or minor using the definitions in the buyer's quality manual or the agreed defect classification guide.
The inspection should be conducted by a third party whenever possible. A report from an SGS, Bureau Veritas, or Intertek inspector carries more weight than a report from the buyer's own warehouse team, because the third party has no financial interest in the outcome. If the buyer must conduct the inspection internally, the process should be documented on video. A continuous video recording that shows the inspector opening cartons, selecting samples, examining each garment, and recording the findings is much harder to dispute than a written report alone. I have resolved defect claims in hours when the buyer sent a video that clearly showed the defect occurring on multiple units selected at random from sealed cartons. The evidence was undeniable. The conversation shifted immediately from "did this happen" to "how do we fix it."
Why Should the Financial Impact Calculation Be Sent with the Claim?
The supplier needs to understand the commercial consequence of the defect, not just the technical description. A report that says "loose buttons on 200 units" is informative. A report that says "loose buttons on 200 units, customer-ready cost $22.50 per unit, total claim value $4,500" is actionable. The supplier's production manager may not intuitively understand the retail impact of a loose button. They understand the cost of rework at the factory, which might be $0.50 per garment to resew a button. The buyer's financial statement bridges the gap between the factory floor cost and the market cost of the defect.
The financial impact statement should include the cost of the goods as landed, the cost of any in-country repair or rework, the cost of customer returns if the defective units have already shipped, and the lost margin if the units must be liquidated at a discount. Not all of these costs will be recoverable from the supplier. The purchase order terms and the partnership history will determine what the supplier agrees to cover. But presenting the full financial picture establishes the seriousness of the claim and frames the negotiation around real numbers rather than abstract dissatisfaction.
How to Structure a Corrective Action Plan That Prevents Recurrence?
A defect claim that results only in a financial settlement is a missed opportunity. The refund or credit solves the immediate problem, but it does nothing to prevent the same defect from appearing in the next order. The most valuable outcome of a defect dispute is a corrective action plan that addresses the root cause and prevents recurrence. A supplier who implements a corrective action plan is a supplier who is improving. A supplier who just writes a check and changes nothing is a supplier who will cost you money again next season.
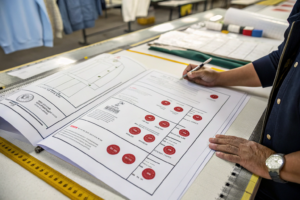
A corrective action plan must identify the specific root cause of the defect, assign responsibility for implementing the fix, set a verification deadline, and include a follow-up inspection on the next production run to confirm the fix is working. The plan is a shared document, not a punishment. The buyer and the supplier both sign it. The supplier commits to the process change. The buyer commits to monitoring the next order with an extra inspection step. This shared accountability turns a one-time dispute into a permanent quality improvement.
I have implemented corrective action plans for dozens of defect types over the years, from inconsistent stitch density to recurring shade banding in solid-dyed fabrics. The plans that succeed are specific. The plans that fail are vague. Here is how to get to the root cause and how to verify that the fix is real.

What Is the "Five Whys" Method for Root Cause Analysis in Garment Defects?
The "Five Whys" is a simple investigative technique. You start with the defect, and you ask "why" five times until you reach the underlying process failure, not just the surface symptom. It prevents the supplier from stopping at a convenient answer like "operator error," which is almost never the real root cause.
A real example from our factory: a brand reported that the buttonholes on 150 linen shirts were fraying after one wash. Why? The buttonhole stitching was too loose. Why? The buttonhole machine tension was set incorrectly. Why? The mechanic had adjusted the tension for a polyester shirt order earlier that day and had not reset it for the linen order. Why? There was no standard tension setting card posted at each machine. Why? Our setup procedure did not require a tension card. The root cause was a missing setup procedure, not a careless mechanic. The corrective action was to create tension setting cards for each fabric type and require the mechanic to sign off on the setting at the start of each new order. Without the Five Whys, we might have blamed the mechanic and left the systemic gap in place. The ASQ root cause analysis resources provide useful templates for this investigation.
How to Set Up a Verification Inspection on the Next Production Run?
The corrective action plan must include a "proof of fix" checkpoint. This is typically an inline inspection during the next production run, conducted at the point in the production process where the original defect originated. If the defect was a cutting error, the verification inspection happens at the cutting table on the first batch of the next order. If the defect was a sewing error, the verification inspection happens at the sewing station after the first 50 units are completed.
The buyer should specify in the corrective action plan that the next order will include an additional inspection gate, either conducted by the buyer's own QC team, a third-party inspector, or the factory's internal QC team with photographic evidence shared in real time. The factory should not be surprised by this extra scrutiny. It should be written into the corrective action plan as an agreed step. When the inspection confirms that the defect is resolved, the corrective action plan is closed. The partnership has survived the dispute and emerged stronger.
When Should You Accept a Credit Versus Demand a Remake?
The remedy for a defect is not always a full remake. A remake costs the supplier the full production cost plus the cost of the defective units already shipped. It consumes production capacity that could be used for future orders. It extends the timeline by four to eight weeks. For a seasonal product, a remake that arrives after the selling season is worse than no remake at all. The decision between accepting a credit and demanding a remake is a commercial calculation, not an emotional one. The buyer must weigh the severity of the defect, the sellability of the defective units at a discount, the availability of replacement capacity, and the value of the ongoing supplier relationship.
A credit is the appropriate remedy when the defect is minor, the units are still sellable at a discount or as seconds, or the selling season has passed and a remake would arrive too late to generate full-price revenue. A remake is the appropriate remedy when the defect renders the units unsellable, the selling season is still ahead, and the supplier has the production capacity to deliver the remake within the required window. The decision should be guided by a simple financial comparison: the net recovery from accepting the credit versus the net margin from receiving the remake, factoring in the time value of the lost selling days.
I have negotiated both credit and remake remedies with brand partners. The best outcomes happen when the brand and the factory agree on the commercial logic, not when one side imposes a demand. Here is how to evaluate the two options and how to structure a credit arrangement that is fair to both parties.

How to Calculate the Fair Value of a Defect Credit?
The fair value of a credit is not simply the landed cost of the defective units. It should reflect the actual financial harm to the buyer. If the defective units can be sold as seconds at a 40% discount, the credit should cover the 40% revenue loss plus any incremental handling costs. If the defective units must be donated or destroyed, the credit should cover the full landed cost plus the disposal cost.
The supplier's perspective matters here. A supplier asked to issue a full credit for units that are still wearable and sellable at a discount is being asked to absorb a loss that exceeds the buyer's actual financial harm. A fair resolution might be a 50% credit, reflecting the estimated discount required to move the units, rather than a 100% credit. This fairness preserves the relationship. The supplier feels the remedy is proportionate. The buyer receives compensation for the actual loss. I have structured credit arrangements where the brand sold the defective units through an outlet channel at a 30% discount, and the supplier issued a credit for 30% of the landed cost. Both parties recovered. Neither party felt exploited.
What Are the Timeline and Capacity Factors in a Remake Decision?
A remake is a new production order. It requires fabric, trim, and production capacity. The first question the buyer should ask the supplier is not "Will you remake this?" It is "When can you ship the remake?" If the answer is "eight weeks," and the selling season ends in six weeks, the remake is commercially useless. The buyer should negotiate a credit instead.
The second question is about capacity. If the supplier is fully booked for the next two months, forcing a remake will either push the remake into a timeline that misses the season, or force the supplier to work overtime at a higher cost, which reduces the supplier's willingness to absorb the full remake expense. A supplier who agrees to a remake under capacity pressure may cut corners on the remake to save time, creating a second quality problem. The buyer should assess the supplier's capacity honestly before demanding a remake. If the capacity is not there, a credit is the more reliable remedy. The relationship survives. The order book moves forward.
How to Use Third-Party Inspections as a Preventative Shield?
The most effective way to handle a defect dispute is to prevent it from happening. Third-party inspections are the preventative shield. An independent inspector examining the goods before they leave the factory catches the defects at the source, where the cost of correction is measured in cents per garment, rather than at the destination warehouse, where the cost is measured in dollars per garment. The inspection report provides an objective quality record that both parties can reference. If a defect is discovered later, the inspection report establishes whether the defect was present at the factory or occurred during transit or handling.
A pre-shipment third-party inspection using an accredited agency and the agreed AQL standard creates a shared factual baseline that drastically reduces the scope of defect disputes. If the inspection passes and the goods are shipped, any defects discovered at the destination are either transit damage or defects that fell within the accepted AQL tolerance, both of which are handled under pre-agreed protocols rather than contested claims. If the inspection fails, the goods are reworked at the factory before shipping, eliminating the dispute entirely.
At Shanghai Fumao, I encourage our brand partners to commission a third-party pre-shipment inspection. It is not an expression of distrust. It is an investment in a smooth transaction. The inspection fee, typically a few hundred dollars, is the cheapest insurance policy a brand can buy for a $50,000 order. Here is how to structure the inspection schedule and how to build a defect tolerance matrix into the purchase order.

At What Production Stages Should Inspections Be Scheduled?
A single pre-shipment inspection is the minimum. A more robust inspection schedule includes three touchpoints: an inline inspection during sewing, a pre-final inspection before finishing and packing, and a final pre-shipment inspection.
The inline inspection catches process defects when only 10% to 20% of the order is sewn, allowing the factory to correct the process before the defect propagates through the remaining 80%. The pre-final inspection catches finish-related defects, pressing, folding, labeling, before the goods are packed into cartons. The pre-shipment inspection is the final gate, conducted on cartons that are sealed and ready to ship, using the AQL sampling plan to determine acceptance. This three-gate system catches defects at progressively later stages, each gate providing a checkpoint that prevents a defect from reaching the next stage. I recommend brands with annual order volumes over $500,000 invest in the three-gate system. Brands with smaller volumes can start with the pre-shipment inspection and add inline inspection as the partnership matures.
How to Build a Defect Tolerance Matrix into the Purchase Order?
A defect tolerance matrix defines, before production begins, exactly what constitutes a critical defect, a major defect, and a minor defect, and what the acceptable quality limit is for each category. This matrix is an appendix to the purchase order, signed by both parties. It transforms defect evaluation from a subjective argument into an objective measurement.
| Defect Category | Definition | Example | AQL |
|---|---|---|---|
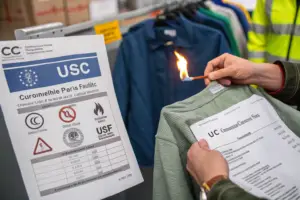
| Critical | A defect that renders the garment unsafe or legally non-compliant. | Exposed needle fragment, non-compliant children's sleepwear flammability. | 0 |
| Major | A defect that makes the garment unsellable at full price or likely to generate a customer return. | Seam separation, significant shade variation, incorrect size label. | 2.5 |
| Minor | A defect that deviates from the specification but does not significantly affect sellability. | Slightly uneven stitching, a loose thread, a missing hangtag string. | 4.0 |
The matrix should be specific to the product category. A major defect on a luxury evening gown, a pulled thread, is different from a major defect on a workwear jacket, a broken zipper. The buyer and the supplier should align on the defect classification during the pre-production meeting, using photographic examples whenever possible. This upfront investment in definition prevents the downstream argument about whether a particular flaw is "really that bad."
Conclusion
Defects are a reality of manufacturing. No factory, no matter how sophisticated, ships zero defects. The difference between a good supplier relationship and a broken one is not the absence of defects. It is the presence of a fair, structured, and evidence-based dispute resolution process. The brand that documents defects properly, analyzes the root cause collaboratively, negotiates the remedy commercially, and invests in preventative inspections builds a supply chain that improves every season. The brand that reacts emotionally, makes undocumented claims, and demands punitive remedies burns through suppliers and never builds a stable manufacturing base.
At Shanghai Fumao, I have built a culture where a defect report is treated as free consulting, not as an accusation. When a brand partner tells us something went wrong, they are giving us the information we need to get better. We do not hide from that information. We act on it. We implement corrective actions. We schedule verification inspections. We issue credits or remakes based on a fair assessment of the commercial impact. We do this because our brand partners are not just customers for one season. They are partners for twenty seasons.
If you are dealing with a garment defect issue, whether with us or with another supplier, and you need guidance on how to structure the claim, document the evidence, and negotiate the remedy without destroying the relationship, reach out. We can share the templates and protocols we use to resolve these situations professionally. Contact our Business Director, Elaine, at elaine@fumaoclothing.com. A defect is a problem. A well-handled defect is a proof point of partnership.