

I once watched a brand owner open a container of 1,500 indigo denim shirts with the excitement of a parent on Christmas morning. She had sold the entire run to a major department store. The shirts looked perfect in the box. Two weeks later, she received a panicked call from the store’s quality assurance team. The indigo dye was crocking, rubbing off, onto everything. Customers who tried the shirts on had blue stains on their arms and white bras. The store pulled the entire inventory. The brand had to pay for the return shipping, the refund, and a penalty for the damaged store fixtures. The cost was over $25,000. The root cause? She had approved the bulk order based on a sample that looked good. She had never asked for a colorfastness test report. She had never rubbed the sample against a white cloth.
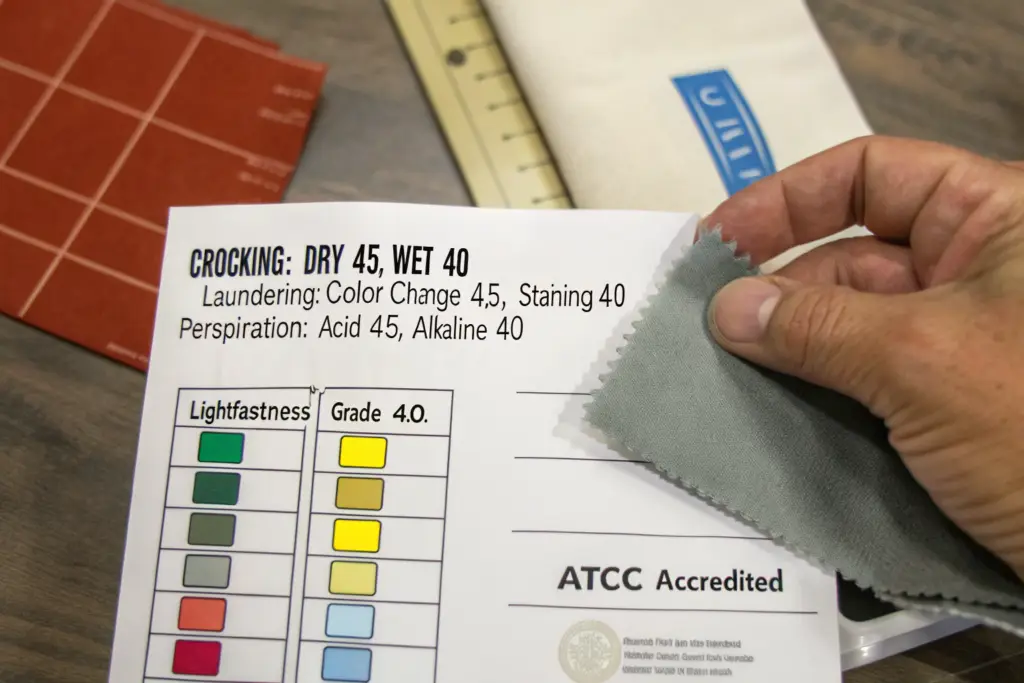
To rigorously test the exact colorfastness of your sample garments before a massive bulk order, you must bypass subjective visual inspection and demand four specific ISO or AATCC laboratory tests. First, the Crocking test, which rubs a white cloth against the fabric to see if color transfers. Second, the Laundering test, which washes the sample to see if it bleeds or fades. Third, the Perspiration test, which simulates acidic and alkaline sweat to see if the dye degrades. Fourth, the Lightfastness test, which exposes the fabric to intense artificial light to simulate months of retail display. The results are graded against a standard gray scale from 1 to 5, where 1 is catastrophic failure and 5 is zero change. For premium apparel, a grade of 4 or higher is non-negotiable. These tests must be conducted by an ISO 17025 accredited lab, not by the factory’s internal "eyeball check." The factory’s opinion is not a test. The lab report is the only evidence that protects your order.
Colorfastness failures are the most expensive and preventable quality disaster in garment manufacturing. A garment that fades, bleeds, or rubs off is not just a returned product. It is a brand reputation destroyer. The customer who gets a rash from a dye, or ruins a white sofa with a new pair of jeans, will never buy from that brand again. I want to share exactly how these tests work, what the grades mean, and how Shanghai Fumao uses them to protect our brand partners.
What Are the Four Non-Negotiable Laboratory Tests for Colorfastness and How Do You Read the Results?
A brand owner once showed me a "colorfastness test" from a new factory. It was a photo of a wet t-shirt hanging on a line, with a caption from the factory manager: "No fade, look good." She asked if this was sufficient. I told her it was worse than no test at all. It was a false reassurance. A real colorfastness test is a multi-page document from an independent lab. It specifies the test method, the machine used, the grade achieved, and the detection limits. The factory’s photo was a marketing gimmick. The lab report is a legal document.
The four non-negotiable colorfastness tests are Crocking (AATCC 8), Laundering (AATCC 61), Perspiration (AATCC 15), and Lightfastness (AATCC 16). Crocking measures the transfer of color from the fabric to another surface by rubbing. Laundering measures color change and staining after washing. Perspiration measures color change when exposed to simulated sweat. Lightfastness measures fading when exposed to light. The results are graded from 1 to 5, with 5 being perfect. A grade of 4 means a slight change that is only visible to a trained eye under controlled lighting. A grade of 3 means a change visible to a casual observer, and is a failure for premium apparel. A grade of 2 or below is a catastrophic failure. You must specify the minimum acceptable grade for each test in your purchase order. The factory must deliver a lab report from an ISO 17025 accredited laboratory proving the bulk fabric meets these grades.
The lab report is the only acceptable evidence. The factory’s verbal assurance is worthless. The factory’s internal "quality check" is insufficient. The independent, third-party lab report is the only document that carries legal weight in a dispute and provides genuine assurance that the dye will not destroy your brand’s reputation.
How Do You Use the AATCC Gray Scale and Chromatic Transference Scale to Grade Your Samples?
The gray scale is a physical card with pairs of gray chips showing increasing differences. You place the tested sample next to an untested original and compare the difference to the gray scale pairs. The pair that matches the difference gives the grade. The chromatic transference scale is similar but with colored chips. It is used to grade the staining on the white cloth from the crocking test. You compare the stained cloth to the scale to assign a grade. The AATCC gray scale for color change provides the standard reference.
Why Is the “Wet Crocking” Test the Single Most Important Predictor of Customer Complaints for Denim and Dark Colors?
Wet crocking simulates what happens when a customer wears a dark garment on a humid day, or when the garment rubs against a damp body. The moisture releases loosely bonded dye molecules. Denim and heavily dyed dark colors are the worst offenders. A fabric with a dry crocking grade of 4 might still have a wet crocking grade of 2.5. The customer who wears a dark indigo shirt on a sweaty summer day will have blue stains on their skin. The wet crocking test is the only way to predict and prevent this complaint.
How Can You Set Up a “Mini-Lab” in Your Own Office to Pre-Screen Samples Before Sending Them Out?
A brand owner I work with does not wait for the formal lab report. Before she even sends a sample to SGS, she runs a "kitchen table test" in her own office. She cuts a small piece of the sample fabric, wraps it around her finger, and rubs it against a damp white cotton cloth. If any color transfers to the white cloth, she rejects the fabric immediately. This simple test has saved her hundreds of dollars in lab fees and weeks of waiting. She only sends fabrics that pass her pre-screen to the professional lab.
You can pre-screen samples in your own office with three simple tools: a white cotton cloth, distilled water, and a daylight lamp. For the crocking pre-screen, wrap the sample fabric around your finger and rub it firmly ten times against a dry white cloth. Then dampen the cloth and repeat. Observe any color transfer. For the laundering pre-screen, place the sample in a jar of warm water with a small piece of white fabric and agitate it for 10 minutes. Observe the water color and the white fabric. For the lightfastness pre-screen, cover half the sample with opaque card and place it under a bright daylight lamp for 48 hours. Observe any fading difference. These are not formal tests, but they are excellent "go/no-go" filters. Any fabric that visibly bleeds, stains, or fades in these simple tests will certainly fail the formal lab tests. Reject it before you spend money on professional verification.
The pre-screen is not a replacement for the lab test. It is a filter that saves you money. The formal lab test is still required before bulk production. But the pre-screen catches the obvious failures early, so you only pay to test the fabrics that have a realistic chance of passing.
What Is the “Jar Test” for Laundering Fastness and How Can It Catch a Catastrophic Bleeding Dye?
Fill a clear glass jar with warm distilled water. Place the fabric sample and a piece of white cotton fabric in the jar. Close the lid and shake vigorously for 10 minutes. If the water turns a deep color, or if the white fabric is stained, the dye is bleeding. This fabric will ruin other garments in the customer’s washing machine. It will generate returns, complaints, and possibly damage claims. Reject the fabric immediately. The jar test is simple, fast, and ruthlessly effective.
How Can You Simulate “Retail Fading” with a Simple Desk Lamp to Avoid a Lightfastness Failure?
Place the fabric sample on a desk. Cover one half with a thick, opaque card. Position a bright daylight-spectrum desk lamp 12 inches above the sample. Leave it on for 48 hours. Remove the card and compare the exposed and unexposed halves. If there is a visible difference, the fabric will fade on a retail shelf under prolonged display lighting. This is a lightfastness failure. Reject the fabric or use it only for styles that will be sold online and shipped quickly.
How Do You Enforce “Batch-Level” Testing to Ensure the Bulk Production Matches the Approved Sample?
A brand owner once approved a beautiful mustard yellow sample. The bulk order arrived, and the yellow was correct on the first shipment. The second shipment, from a different dye lot, was a sickly greenish-yellow. The factory had changed the dye recipe slightly between lots to save cost. The brand had only tested the initial sample. She had not required batch-level testing for each dye lot. The second lot was a colorfastness failure and a color mismatch. She had to reject the entire shipment.
You enforce batch-level testing by writing into your purchase order that every new dye lot must be accompanied by a fresh colorfastness test report from an accredited lab. The approved sample is not a blanket approval for all future production. It is an approval of a specific dye lot. When a new dye lot is produced, the chemistry may have shifted. The mill may have changed a dye supplier. A new test is the only way to verify that the new lot matches the approved standard. You also conduct a random "shipment verification test." You pull a random sample from the bulk shipment, send it to the lab, and compare the results to the original approval. This keeps the factory accountable for the quality of the goods they actually ship.
Batch-level testing is the difference between approving a prototype and approving a production run. The prototype is made with care. The bulk production is made with speed. The same dye name does not guarantee the same dye performance. Every batch must prove itself.

What Is a “Shipment Verification Test” and How Does It Prevent the “Bait and Switch” of Inferior Bulk Dyes?
A shipment verification test is an unannounced test you conduct on the actual bulk shipment. You or your third-party inspector randomly select a garment from the packed cartons. You cut a swatch and send it to the lab for the full colorfastness suite. You compare the results to the approved sample’s test report. If the results are significantly worse, you have evidence of dye substitution. You can reject the shipment or demand a significant discount.
How Should You Structure a “Colorfastness Warranty” Clause in Your Manufacturing Contract?
The clause should state: "Supplier warrants that all bulk goods delivered shall meet or exceed the colorfastness grades specified in Appendix A [the approved sample test report]. Supplier shall provide an ISO 17025 accredited lab test report for each dye lot prior to shipment. Should any delivered goods fail to meet these grades upon independent verification, Supplier shall bear the full cost of the return freight, re-dyeing, or replacement, in addition to any retailer chargebacks incurred by Buyer." This clause makes the financial consequence of a colorfastness failure explicit and contractually binding.
Conclusion
Rigorously testing the colorfastness of your sample garments is not a cost. It is an insurance policy against the $25,000 indigo disaster. The four lab tests, Crocking, Laundering, Perspiration, and Lightfastness, provide objective, verifiable data about how your dye will perform in the real world. The office pre-screen catches the obvious failures before you spend money on lab fees. Batch-level testing ensures that the bulk production matches the approved sample, not just in color, but in durability.
The brand owner who lost $25,000 on the indigo shirts did not lose it because of a bad factory. She lost it because she trusted a visual inspection instead of demanding a lab report. The crocking failure would have been visible in a 10-minute test. The lab report would have cost $150. The $150 test would have saved $25,000.
At Shanghai Fumao, we treat colorfastness testing as a mandatory step in our pre-production process. We provide ISO 17025 accredited lab test reports for every new fabric and dye lot. We conduct internal pre-screening before sending samples to the lab. We structure our manufacturing contracts with explicit colorfastness warranties. We do this because we know that a beautiful color that bleeds is not beautiful. It is a liability.
If you want to implement a rigorous colorfastness testing protocol for your next production run, we can help. At Shanghai Fumao, we will provide the lab test reports for your sample fabrics and walk you through the results. We can also provide a pre-screening kit guide so you can test samples in your own office. Contact our Business Director, Elaine, at elaine@fumaoclothing.com. She can send you a sample colorfastness test report and our internal testing protocol. Do not let a beautiful color become an ugly stain on your brand’s reputation. Test before you trust.

















