

You’re designing custom apparel and need to decide between screen printing and direct-to-garment (DTG) printing for your logo or artwork. Both methods create beautiful results, but they work completely differently and suit different situations. How do you determine which printing technology is right for your specific project, budget, and quality requirements?
Choosing between screen printing and DTG depends on your order quantity, design complexity, fabric type, budget, and required durability. Screen printing excels for large orders with simple designs, offering lower per-unit costs and superior durability. DTG printing shines for small batches with complex, full-color designs, providing photographic detail without setup costs. The decision ultimately balances economic efficiency against design flexibility based on your specific project parameters.
A startup brand learned this distinction the hard way when they chose screen printing for their 50-unit initial run featuring a complex photographic design. The $850 setup costs made their per-unit price unsustainable. When they switched to DTG for small batches and reserved screen printing for their best-selling designs in larger quantities, they optimized costs while maintaining design flexibility. Let’s explore how to make the right choice for your project.
What Are The Key Technical Differences?
Understanding the fundamental technical differences between screen printing and DTG helps you appreciate why each method suits different applications. The core distinction lies in how ink is applied to the garment.
Screen printing uses mesh screens, emulsion, and squeegees to push ink through stencils onto fabric, creating layered colors. DTG printing uses specialized inkjet technology to spray water-based inks directly onto garments, similar to printing paper on an office printer. Screen printing is an analog, physical process while DTG is digital, computerized printing adapted for textiles. Each method has distinct advantages based on these technical foundations.
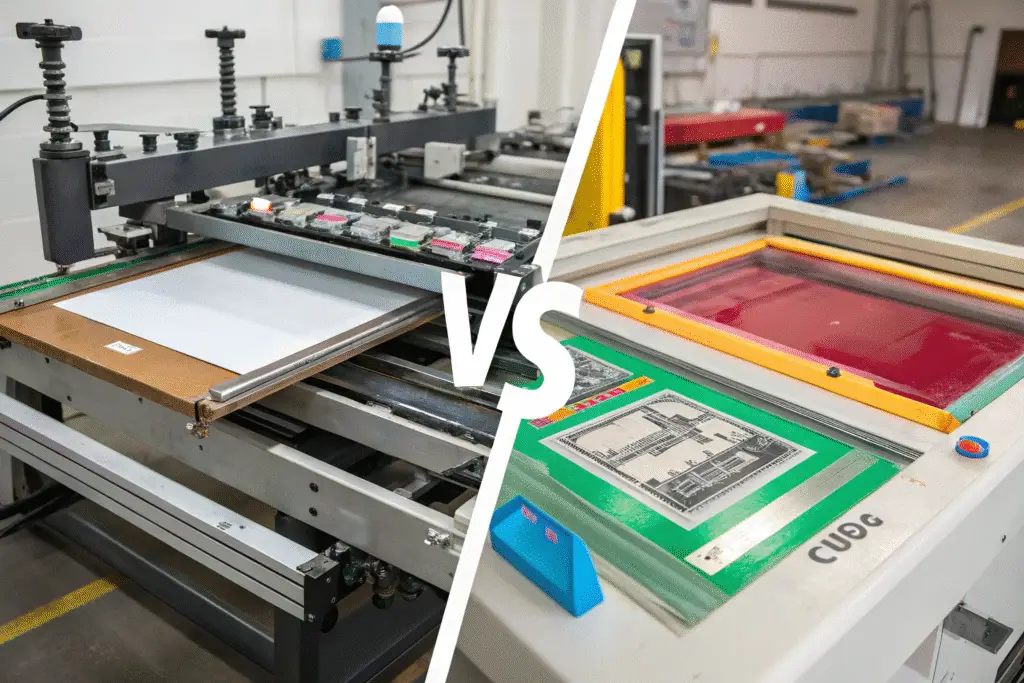
How Does The Screen Printing Process Work?
Screen printing involves creating separate stencils (screens) for each color in your design. The process includes coating screens with light-sensitive emulsion, burning your design onto them using UV light, washing out unexposed areas to create stencils, then aligning screens on a press and pushing ink through onto garments. This multi-step setup process makes screen printing cost-effective for larger quantities but expensive for small runs. We typically recommend screen printing for orders of 100+ units where the setup cost can be amortized across many garments.
What Makes DTG A Digital Process?
DTG printing uses computerized systems that directly apply water-based inks to pre-treated garments. The printer reads digital files and sprays microscopic ink droplets onto the fabric, building colors through CMYK (cyan, magenta, yellow, black) plus white ink layers. This digital workflow requires no physical screens or stencils, making it ideal for one-off prints or small batches. The technology particularly excels at reproducing photographic images and complex color gradients that would be impractical with screen printing.
How Does Order Quantity Affect Your Choice?
Order quantity is typically the most significant factor in choosing between screen printing and DTG. The economic crossover point depends on your specific design, but general guidelines help determine the most cost-effective approach.
Screen printing becomes cost-effective at approximately 24-36 units for simple designs and 50+ units for complex multi-color designs. DTG maintains consistent per-unit pricing regardless of quantity, making it ideal for samples, prototypes, and small batches under 50 units. Understanding this quantity threshold helps optimize your printing budget.
| Order Size | Recommended Method | Cost Consideration |
|---|---|---|
| 1-24 units | DTG Printing | No setup costs, consistent pricing |
| 25-50 units | Evaluate design complexity | Simple designs may favor screen printing |
| 51-200 units | Screen Printing | Setup costs amortized effectively |
| 200+ units | Screen Printing | Significant per-unit savings |
Why Do Setup Costs Make Screen Printing Expensive For Small Runs?
Screen printing requires creating separate screens for each color in your design, with each screen costing $25-75 depending on size and complexity. This upfront investment makes small orders economically challenging. A brand ordering 12 t-shirts with a 3-color design faced $180 in screen costs alone, making their per-unit price unreasonable. Switching to DTG for small quantities eliminated these setup charges, making their limited editions financially viable.
How Can You Use Both Methods Strategically?
Many successful brands use DTG for initial market testing and small batches, then transition to screen printing for best-selling designs ordered in larger quantities. This hybrid approach maximizes flexibility while controlling costs. We help clients implement a strategic printing approach where DTG handles initial 50-unit runs for new designs, while screen printing takes over once a design proves successful and reaches 100+ unit reorders. This method reduced one client’s overall printing costs by 34%.
What Design Factors Influence The Decision?
Your specific design characteristics significantly impact which printing method will deliver the best results. Color count, detail level, and artwork complexity each favor different printing technologies.
Design factors favoring screen printing include limited colors (8 or fewer), bold graphics, simple shapes, and spot color matching. DTG excels with full-color artwork, photographic images, complex gradients, subtle details, and designs requiring color variability between garments. Understanding how each method handles different design elements ensures optimal reproduction of your artwork.

Why Does Color Count Matter So Much?
Screen printing requires separate screens for each color, dramatically increasing costs as color count rises. DTG handles unlimited colors without additional charges since it uses CMYK digital processing. A brand with a 6-color design saved 40% by switching from screen printing to DTG for their 75-unit order because the screen costs represented 60% of their total printing expense. The color count analysis revealed that DTG was more economical despite their medium quantity.
How Does Detail Level Affect Print Quality?
DTG technology can reproduce extremely fine details and subtle color transitions that screen printing struggles with due to emulsion resolution limitations and registration challenges. Screen printing works best with crisp, separated colors and clearly defined shapes. We helped an artist brand reproduce their detailed illustrations using DTG, achieving fine detail preservation that screen printing couldn’t match. The resulting prints maintained the artwork’s intricate line work and subtle shading perfectly.
What Fabric And Garment Considerations Matter?
The type of garments you’re printing on significantly influences which method will work best. Each printing technology has different compatibility with various fabrics and garment types.
Screen printing works well on most fabrics but excels on cotton and light-colored garments. DTG performs best on 100% cotton or high-cotton blends and requires light-colored garments unless using specialized white ink underbases. Understanding these fabric limitations prevents disappointing results and ensures your prints look their best.

Why Is Garment Color Crucial For DTG?
DTG printing uses water-based inks that are translucent, meaning they require a white underbase when printing on dark garments. This process can slightly reduce vibrancy and increase printing time. Screen printing’s plastisol inks are opaque and work equally well on light and dark fabrics. A brand printing on black hoodies achieved brighter, more vibrant results with screen printing, while the same design on white tees looked nearly identical with both methods. The garment color consideration became their deciding factor.
How Do Fabric Blends Affect Print Results?
DTG works best on 100% cotton because the fibers absorb the water-based inks optimally. High-polyester blends may require special pretreatment and can yield less vibrant results. Screen printing works consistently across most fabric types since plastisol inks sit on the fabric surface rather than absorbing into fibers. We guide clients through fabric selection considerations based on their printing needs, often recommending cotton-rich garments for DTG projects to ensure optimal print quality.
What Are The Durability And Hand Feel Differences?
The longevity and tactile quality of printed garments vary significantly between screen printing and DTG. Understanding these differences helps set customer expectations and ensures product satisfaction.
Screen printing typically offers superior durability with thick, opaque layers that withstand repeated washing and heavy wear. DTG creates softer, more breathable prints that integrate with the fabric but may show slight fading over extensive wash cycles. The choice depends on your quality expectations and how the garments will be used.

Why Is Screen Printing More Durable?
Screen printing uses thick, plastisol inks that cure into a durable layer on the fabric surface. These prints withstand 50+ washes with minimal fading or cracking. The ink sits atop the fabric rather than penetrating it, creating a robust printed surface. Workwear brands consistently choose screen printing durability for uniforms and safety apparel that must maintain visibility and branding through industrial laundering and heavy use.
What Makes DTG Prints Softer?
DTG uses water-based inks that absorb into fabric fibers rather than sitting on top, creating a print with minimal hand feel that doesn’t significantly affect garment breathability. The result feels like part of the fabric rather than an added layer. Yoga and athletic brands prefer DTG softness for performance wear where comfort and flexibility are paramount. The minimal ink penetration ensures the garment’s moisture-wicking and stretch properties remain largely unaffected.
Conclusion
Choosing between screen printing and DTG requires careful consideration of your order quantity, design complexity, fabric type, and durability requirements. Screen printing delivers economic efficiency and superior durability for larger orders with simpler designs, while DTG offers unparalleled design flexibility and cost-effectiveness for small batches and complex artwork.
The most successful apparel brands often use both methods strategically—employing DTG for limited editions, samples, and complex designs in small quantities, while reserving screen printing for best-selling designs ordered in larger volumes. This hybrid approach maximizes both creative freedom and cost efficiency.
Ready to determine the perfect printing method for your next apparel project? Contact our Business Director, Elaine, today at elaine@fumaoclothing.com for a personalized printing recommendation based on your specific design, quantity, and budget requirements.

















