Sourcing specialized apparel like customizable submarine escape suits can seem like a deep-sea expedition itself. You need a partner who navigates complex manufacturing waters with precision and reliability. If you're an American brand buyer or distributor looking for high-quality, customizable technical gear, you might feel overwhelmed by the challenges of finding a trustworthy supplier overseas.
This guide will demystify the process of sourcing customizable submarine escape suits, outlining the key steps from identifying a qualified manufacturer to ensuring stringent quality control and seamless logistics. We will explore the critical features, material selection, certification requirements, and how to establish a partnership that guarantees on-time delivery and product integrity.
The journey from a concept to a delivered product involves multiple stages. Understanding each step will empower you to make informed decisions and avoid common pitfalls that can delay your projects and impact your bottom line. Let's dive into the essential aspects of sourcing these critical garments.
What Are the Key Features to Look for in a Submarine Escape Suit Supplier?
Choosing the right manufacturer for submarine escape suits is the most critical step. The supplier must have specific expertise beyond standard apparel production. You need a partner who understands the life-saving function of this gear.
The primary features to prioritize are proven experience in technical and safety wear, a transparent quality management system, and the capability for full customization. The supplier should act as an extension of your brand, ensuring every detail meets strict specifications. Their ability to source advanced materials and manage complex production is non-negotiable.

What Manufacturing Certifications Are Non-Negotiable?
Certifications are your first indicator of a serious manufacturer. For submarine escape suits, which are critical safety equipment, look for suppliers with ISO 9001 for quality management systems. This ensures consistent processes. Furthermore, the factory should have experience producing garments that meet specific international safety standards, such as those from SOLAS (Safety of Life at Sea). These certifications are not just paperwork; they demonstrate a commitment to safety and quality control at every production stage. A reliable partner will openly share their audit reports and certification details, providing you with peace of mind. You can verify the importance of these standards on the International Maritime Organization website. Falsifying certificates is a real concern, so always request to see original documents and, if possible, conduct a virtual or in-person audit to confirm their validity and the factory's quality assurance practices.
How Important is Experience with Technical Fabrics?
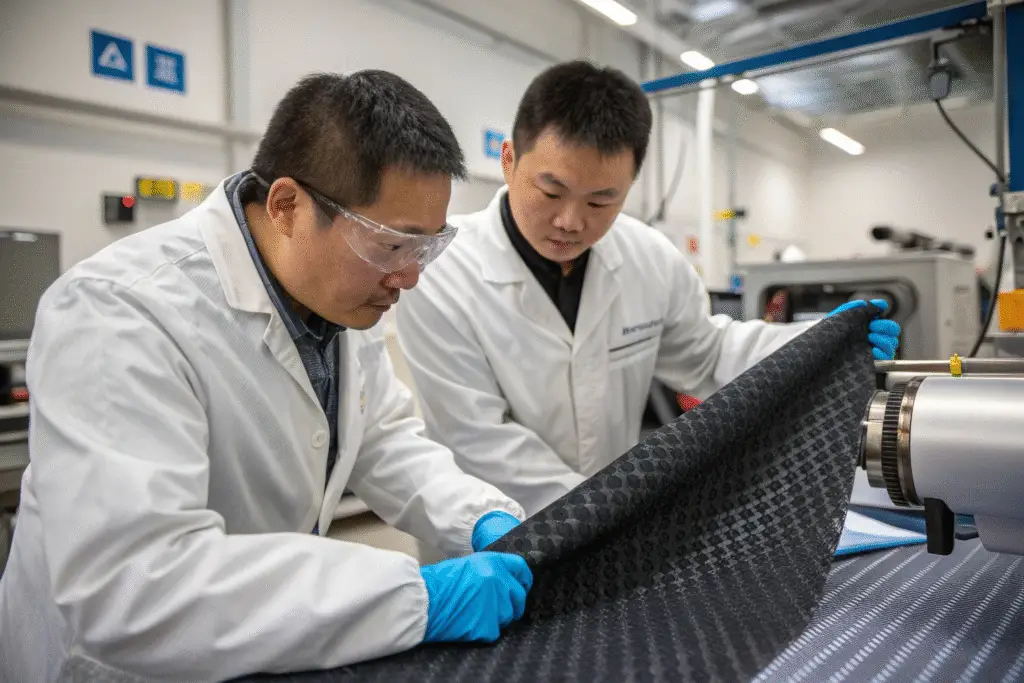
The material used in a submarine escape suit is as important as its design. Your supplier must have deep expertise in sourcing and working with high-performance technical fabrics. These materials often include neoprene, heavy-duty nylon, and polyurethane coatings for waterproofing and thermal protection. The factory should have strong relationships with reputable raw material suppliers to ensure consistent quality. Ask potential partners about their experience with similar projects. Can they provide samples of the fabrics they propose? Do they have a dedicated team for fabric testing, including tests for hydrostatic resistance, tear strength, and flame retardancy? Experience with these specialized materials is what separates a true technical wear manufacturer from a standard apparel factory. This expertise directly impacts the final product's performance and reliability.
How to Ensure Quality Control for Specialized Safety Apparel?
Quality control for submarine escape suits cannot be an afterthought. It must be integrated into every step of the production process. A single flaw can compromise the entire suit's functionality. A rigorous QC protocol is what defines a world-class manufacturer.
A proactive approach involves in-line inspections, pre-shipment audits, and strict material testing. This multi-layered system catches issues early, preventing costly delays and ensuring the final product meets your exact standards. For buyers like Ron, who are sensitive to quality, this systematic approach is the key to a trustworthy partnership.
What Does a Multi-Stage Inspection Process Look Like?
A robust inspection process has three key stages. First, the Initial Production Check (IPC) happens after fabric cutting but before assembly. This verifies that materials and components are correct. Second, the During Production Check (DPC) occurs when 20% of the units are completed. Inspectors check for workmanship issues like stitching quality and seam sealing. Finally, the Pre-Shipment Inspection (PSI) is a comprehensive audit of finished, packaged goods. A random sample is selected according to the AQL (Acceptable Quality Level) standard to check for visual and functional defects. This structured process, managed by a dedicated QC team, provides documented evidence of quality at each phase, ensuring you receive a product that performs as expected.
How is Functional Performance Testing Conducted?
| Beyond visual checks, functional testing is paramount. This involves simulating real-world conditions to validate the suit's performance. Key tests include: | Test Type | Purpose | Standard |
|---|---|---|---|
| Hydrostatic Pressure Test | Measures resistance to water penetration under pressure. | ISO 811 | |
| Thermal Insulation Test | Evaluates the suit's ability to retain body heat in cold water. | ISO 15027 | |
| Tensile Strength Test | Determines the fabric's strength and resistance to tearing. | ASTM D5034 |
These tests are often conducted in in-house labs or through certified third-party partners. A professional manufacturer will provide test reports for each production batch, giving you objective data on the product's safety and durability. This level of transparency is crucial for building long-term trust.
What Are the Logistics Considerations for Shipping Bulky Safety Gear?
Logistical planning for heavy and bulky items like submarine escape suits is a critical part of the sourcing equation. Inefficient logistics can lead to delayed shipments, causing you to miss crucial selling seasons or project deadlines. A reliable manufacturing partner should offer a seamless, transparent logistics solution.
The best approach is a Delivered Duty Paid (DDP) model. This means the supplier handles everything from the factory floor to your warehouse in the U.S. They manage inland transportation, ocean freight, customs clearance, and duties. This simplifies the process for you, provides cost certainty, and reduces the risk of unexpected fees or delays.

Why is DDP Shipping Advantageous for U.S. Importers?
The DDP (Delivered Duty Paid) Incoterm is highly beneficial for American importers. It transfers the risk and complexity of international shipping to the supplier. You get a single, all-inclusive price, and the supplier is responsible for the entire journey of your goods. This model prevents surprises with customs brokerage fees, port handling charges, or import duties. For business owners who need to calculate their final landed cost accurately, DDP offers peace of mind and budgetary control. It also streamlines communication, as you have one point of contact—your manufacturer—instead of coordinating with multiple freight forwarders and customs agents. This efficiency is key to avoiding the communication gaps that Ron identified as a major pain point.
How to Optimize Packaging for Cost and Safety?
Submarine escape suits are heavy and require protective packaging. The goal is to balance safety with cost-efficiency. Using durable, corrugated cardboard cartons with proper internal bracing is essential. Suits should be individually packed in plastic bags to prevent moisture damage during transit. For ocean freight, palletizing the cartons is crucial. This not only protects the goods from handling damage but also optimizes the loading and unloading process, reducing the risk of loss. A good supplier will design packaging that minimizes volumetric weight, which can significantly impact shipping costs. They should provide packing lists and pallet details well in advance, allowing for smooth customs clearance and delivery.
Clear communication is the bedrock of successful customization. Misunderstandings in design details, logo placement, or sizing specifications can lead to entire production runs being rejected. Establishing a smooth and transparent communication channel from the start is vital.
This involves moving beyond inefficient email chains. The best practice is to assign a dedicated project manager who speaks fluent English and understands your technical requirements. This single point of contact streamlines communication, ensures consistency, and provides you with regular updates, eliminating the frustration of dealing with multiple, uncoordinated sales reps.

What is the Best Process for Approving Custom Designs?
A structured sampling process prevents errors. It typically involves three key stages:
- Prototype Sample: This is the first sample, often made from similar materials, to check the basic pattern and design.
- Pre-Production Sample: This sample is made from the actual materials and components planned for mass production. It must be approved before production begins.
- Shipment Sample: This is taken from the final production batch to confirm that the mass-produced goods match the approved pre-production sample.
At each stage, your dedicated project manager should provide detailed photos and videos. For critical items like logo embroidery or printing, they should send physical swatches for approval. This meticulous process ensures that the final product perfectly matches your vision.
How Can Technology Improve Supplier Communication?
Leveraging technology can dramatically improve communication efficiency. Instead of relying solely on email, professional manufacturers use project management platforms like Asana or Trello, or even specialized Product Lifecycle Management (PLM) software. These platforms create a central hub for all communication, tech packs, and revisions. Everyone involved has access to the latest information, which minimizes errors. Furthermore, regular video calls via Zoom or Teams can help build a stronger relationship and clarify complex details in real-time. Adopting these tools shows a supplier's commitment to transparent and modern business practices, directly addressing the pain point of inefficient communication.
Conclusion
Sourcing customizable submarine escape suits requires a strategic focus on a manufacturer's technical expertise, quality systems, logistical capability, and communication efficiency. The key is to partner with a supplier who views your success as their own. By prioritizing certifications, rigorous testing, DDP logistics, and transparent communication, you can transform a complex sourcing challenge into a reliable and profitable supply chain.
This approach ensures that you receive high-quality, compliant gear on schedule, allowing you to confidently meet your market demands. If you are looking for a dependable manufacturing partner with proven experience in technical apparel and a commitment to seamless collaboration, we are here to help. Contact our Business Director, Elaine, at elaine@fumaoclothing.com to discuss how we can bring your specific submarine escape suit requirements to life.